СОДЕРЖАНИЕ
Введение................................................................................................ 3
1 Описание процесса........................................................................... 5
2 Моделирование в стационарном режиме........................................ 8
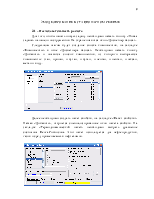
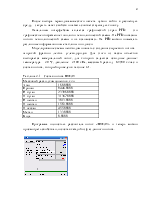
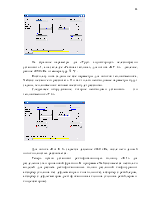
2.1 Последовательность расчета...................................................... 8
2.2 Оптимизация............................................................................. 24
2.3 Расчетное исследование........................................................... 25
2.4 Составные кривые..................................................................... 26
3 Моделирование в динамическом режиме..................................... 29
3.1 Использование динамического помощника............................ 29
3.2 Установка регуляторов............................................................ 29
3.3 Наблюдение за процессом........................................................ 33
Выводы................................................................................................ 35
Список литературы.............................................................................. 36
Приложение А..................................................................................... 37
Приложение Б...................................................................................... 54
ВВЕДЕНИЕ
Сокращение потребления топливно-энергетических ресурсов в промышленности сопряжено с широкомасштабной реализацией современных энергосберегающих технологий, созданием высокоэффективных энерготехнологических комплексов [1]. Хотя этот вопрос далеко не нов для нефтехимической промышленности, в последнее десятилетие добавились два фактора, которые придали особое значение экономии энергии в Украине и вынуждают расширять диапазон используемых для этой цели методов и средств.
На украинских НПЗ большая часть технологических установок строилась в 60-х и 70-х годах, когда цена энергоресурсов была очень низкая, и экономии энергии не придавалось большого значения. И в последующие годы энергосберегающих мероприятий практически не производили. Поэтому энергопотребление в основных процессах нефтепереработки и нефтехимии на (30 – 60) % выше, чем в современных зарубежных установках.
Улучшения в этом направлении достигаются путем модернизации отдельных систем производства, установок и заводов в целом, рационализации и совершенствования производственных операций.
Ранее
в работе [2] ,был проведен анализ энергопотребления в процессе разделения
широкой фракции легких углеводородов (ШФЛУ) на центральной газофракционирующей
установке (ЦГФУ) ОАО «Уралоргсинтез»
(рис. 1). В результате данного анализа были выявлены
недостатки существующей теплообменной системы, которые приводят к увеличению
энергопотребления. Достигнута минимальная разность температур между холодной и
горячей составными кривыми, что позволяет уменьшить энергопотребление на
установке белее, чем в 2 раза, по сравнению с существующей.
Целью данной работы является моделирование интегрированной схемы разделения ШФЛУ на ЦГФУ в стационарном и динамическом режимах с помощью программы Хайсис, которая разработана фирмой «Хайпротех».

Рисунок 1 – Нефтеперерабатывающий комплекс «Уралоргсинтез»
Программа Хайсис обладает многосхемной архитектурой [3-8], хорошо организованным интерфейсом, уникальными техническими возможностями и интерактивной работой. Целый ряд существенных компонентов, которые входят в программу Хайсис, делают ее мощным инструментом моделирования стационарных режимов работы технологических схем. Данная программа оснащена обширным списком моделируемых технологических операций и большим количеством методов расчета фазового равновесия и свойств, что позволяет надежно рассчитывать широкий класс технологических объектов, кроме того, программа позволяет инженеру при проведении расчетов гораздо глубже понять процессы, происходящие в моделируемой схеме.
1 ОПИСАНИЕ ПРОЦЕССА
ЦГФУ предназначена для разделения сырья – ШФЛУ и технического бутана на товарные фракции: пропановую, изобутановую, нормального бутана, изопентановую, нормального пентана и гексановую. Установка введена в действие в 1979 году с проектной мощностью 800 тысяч тонн сырья в год.
На основании изучения технологического регламента процесса разделения ШФЛУ, выполнения ее обследования, проведения измерений технологических параметров процесса и после проведения пинч-анализа построена принципиальная энерготехнологическая схема процесса разделения для тепловой интеграции (рис. 1.1).
В технологическом процессе задействованы пять ректификационных колонн. Это
- колонна К-1 – узла выделения этан-пропановой фракции;
- колонна К-2 – узла выделения изобутан-бутановой фракции;
- колонны К3/1 и К-3/2 –узла разделения изобутан-бутановой фракции;
- колона К-4 – узла выделения изопентан-пентановой фракции.
После проведения интеграции процесса разделения ШФЛУ на ЦГФУ были выделены 15 технологических потоков:
1.
Кубовый
остаток К-1. Отводится с низа колонны К1, охлаждается в теплообменнике Т-1 и
подается для разделения в колонну К2. tнач
= 111°С,
tкон
= 104 °С, G = 59,99 т/ч.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.