 |
Новосибирский Государственный
Технический Университет
ТМ-83 1201
Брагин Г.В.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИИТЕТ
КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе на тему:
«Размерные расчеты при выборе метода сборки и размерный анализ технологических процессов изготовления деталей машин».
Автор проекта Брагин Г.В.
Специальность 1201 (технология машиностроения)
Группа ТМ-83
Руководитель проекта Рахимянов Х.М.
Проект защищен
Члены комиссии
Новосибирск 2001г.
Стр.
1. Размерные расчеты методов сборки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.1. Сборка по методу полной взаимозаменяемости. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.2. Сборка по методу неполной взаимозаменяемости. . . . . . . . . . . . . . . . . . .. . . . . . . . . .5
1.3. Сборка по методу групповой взаимозаменяемости . . . . . . . . . . . . . .. . . .. . . . . . . . . . .7
1.4. Сборка по методу пригонки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
1.5. Сборка по методу регулирования . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2. Технологические размерные цепи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
3. Список литературы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . 14
Размерные расчеты методов сборки
|
вариант |
ES |
EJ |
неполная |
групповая |
пригонки |
регулировка |
|
|
-0,3 |
-0,5 |
l=1/9 T=3 |
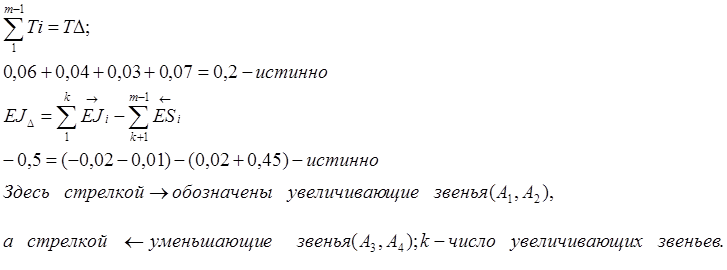
n=3 увелич. ТD |
в 3 раза |
в 3 раза |
1.1Сборка по методу полной взаимозаменяемости.
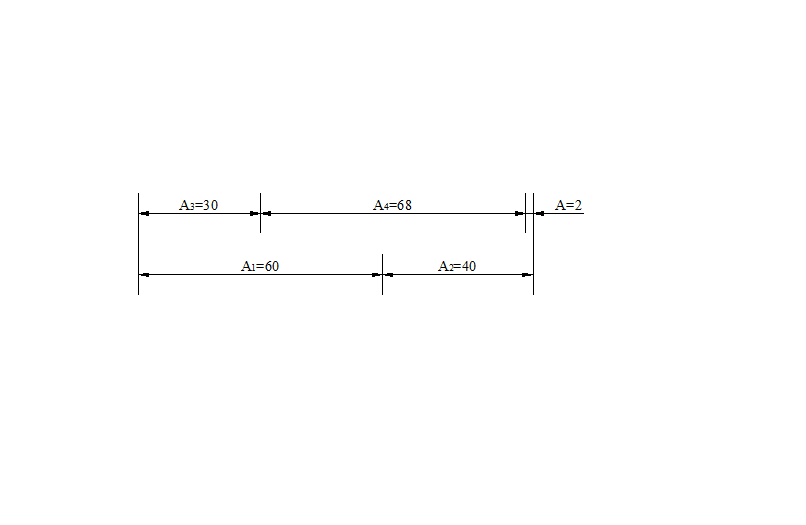
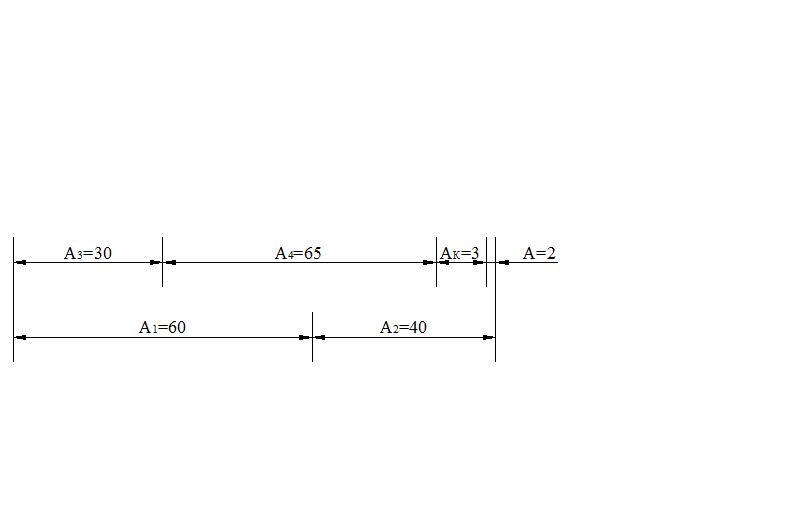
Рис.1.
При сборке по методу полной взаимозаменяемости конструкторская размерная цепь рассчитывается на max – min
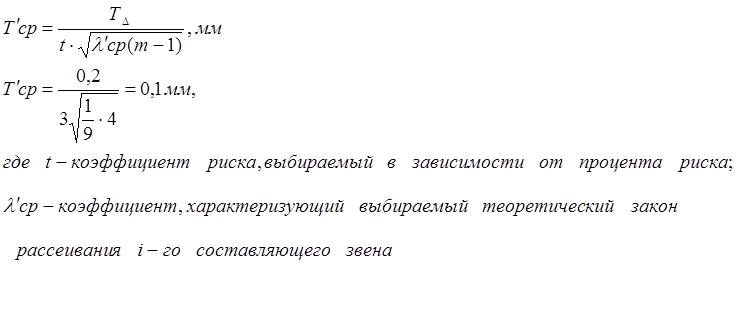
1) определяем средний допуск на составляющие звенья размерной цепи
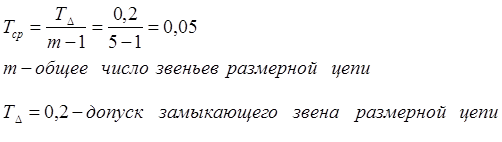
2) назначаем из конструктивно-технологических соображений допуски на каждое
 |
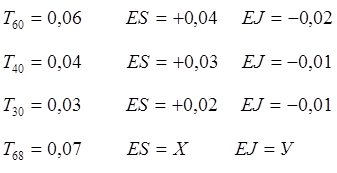
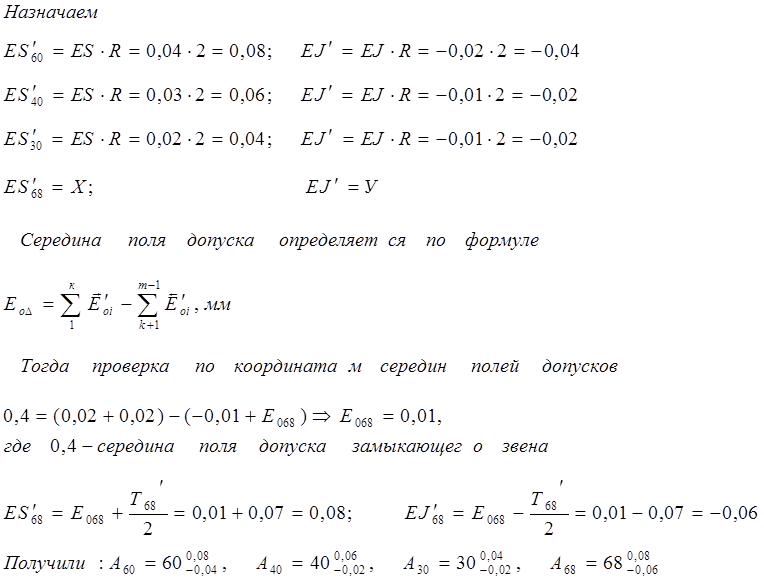
3) назначаем отклонения ES и EJ на размер 68
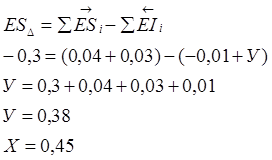
4) производим проверку на max – min
 |
1.2Сборка по методу неполной взаимозаменяемости
Рис.2.
1)
 |
 |
3) назначаем расширенные допуски на каждое составляющее звено размерной цепи с
 |
4) назначаем отклонения ES и EJ на каждое составляющее звено размерной цепи и
проводим проверку по координатам середины полей допусков.
Для исключения многократного подбора при назначении отклонений не будем назначать их на 4-ое звено , рассчитаем координату середины допуска этого звена , а затем отклонения его, прибавляя и отнимая половину допуска.
 |
1.3Сборка по методу групповой взаимозаменяемости
Рис.3.
1)
 |
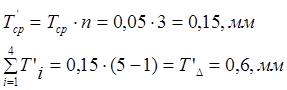 |
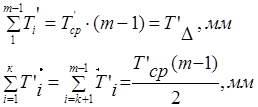
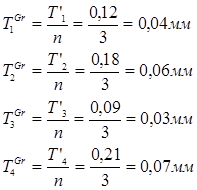
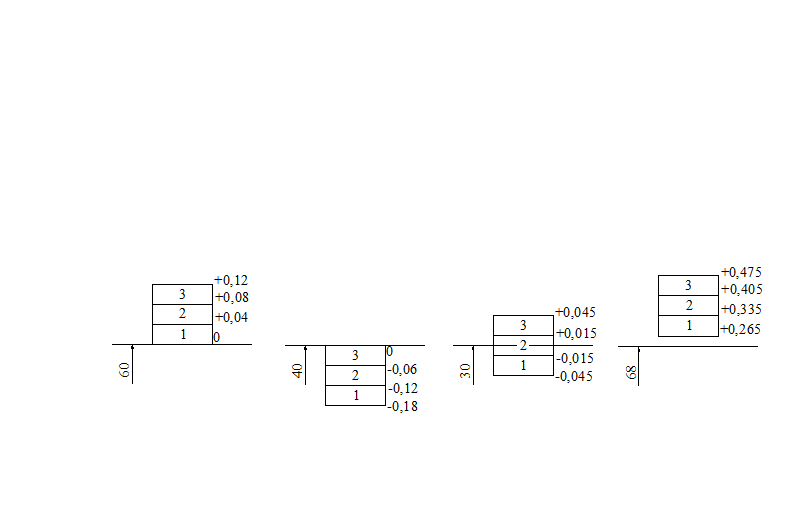
2) назначаем отклонения общие и групповые на каждое составляющее звено для сортировки на ”n” групп. Для этого использовать табличную форму, а отклонения при заполнении таблицы указывать в мкм. Внутри каждой группы производим проверку на “max-min”. Чтобы исключить многократный перебор при назначении отклонений на 4-ое звено не будем назначать отклонения , а рассчитаем их из проверки. Сборка производится строго по группам, а внутри каждой группы обеспечивается полная взаимозаменяемость.
Таб.№1
|
|
Звенья размерной цепи |
|||||||||
А1=60+0,12 |
А2=40-0,18 |
А3=30±0,045 |
А4=68+0,4750,256 |
АD=2-0,3 –0,5 |
||||||
|
ES |
EI |
ES |
EI |
ES |
EI |
ES |
EI |
ES |
EI |
|
|
1 |
+0,04 |
0 |
-0,12 |
-0,18 |
-0,015 |
-0,045 |
+0,335 |
+0,265 |
-0,3 |
-0,5 |
|
2 |
+0,08 |
+0,04 |
-0,06 |
-0,12 |
+0,015 |
-0,015 |
+0405 |
+0,335 |
-0,3 |
-0,5 |
|
3 |
+0,12 |
+0,08 |
0 |
-0,06 |
+0,045 |
+0,015 |
+0,475 |
+0,405 |
-0,3 |
-0,5 |
Рис.4.
Так как во всех группах обеспечивается полная
взаимозаменяемость, то по формуле “max-min” находим верхние и нижние отклонения для 4-го звена
 |
1.4Сборка по методу пригонки
Рис.5.
Для расчета по этому методу должен быть проведен сначала расчет по методу полной взаимозаменяемости. Этот расчет был проведен выше, и были получены следующие результаты.
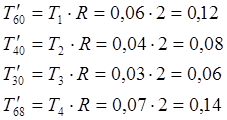
1) Устанавливаем на соответствующие размеры новые величины допусков и назначаем отклонения ЕS и EJ (путем увеличения допусков и отклонений , полученных по методу полной взаимозаменяемости в 3 раза)
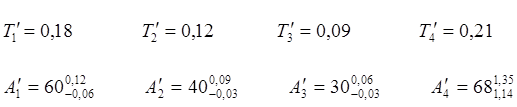 |
2) Выбираем компенсирующее звено из числа составляющих звеньев, за счет пригонки которого
поглощаются погрешности всех других составляющих звеньев при изготовлении их по экономическим допускам . Это звено 4.
3) Рассчитываем поправку к положению координаты середины поля допуска компенсирующего звена.
|
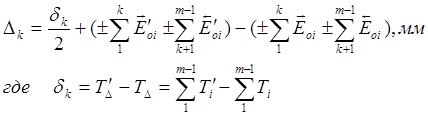 |
E’oi -координаты середин полей расширенных допусков
Eoi -координаты середин полей расчетных допусков для сборки методом полной взаимозаменяемости
К - число увеличивающих звеньев
m – общее количество всех звеньев размерной цепи
 |
4) Определяем исправленное значение координаты середины поля допуска компенсирующего звена
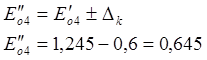 |
5) Определяем отклонения компенсирующего звена путем прибавления и вычитания половины допуска компенсирующего звена к Е’’04
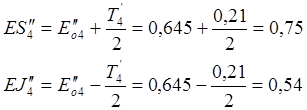 |
 |
 |
 1.5 Сборка по методу регулирования
1.5 Сборка по методу регулирования
Рассмотрим сборку по методу регулирования с помощью неподвижных компенсаторов.
Порядок расчета:
1) в размерную цепь вводим компенсирующее звено, обычно в виде простановочных колец, прокладок, втулок и т.п., за счет изменения номинальных величин составляющих звеньев, одного или нескольких. В данном случае размер А4=68 уменьшаем до А4=65, а размер
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.





 Номер группы
Номер группы