





Лабораторная работа №1.
Настройка, анализ кинематики и наладка токарно-винторезного станка на нарезание резьбы резцом.
1. Цель работы:
1. На примере станка модели 1К62 ознакомиться с назначением, областью рационального использования, принципом работы, устройством и техническими характеристиками токарно-винторезных станков с ручным управлением.
2. Ознакомиться с кинематикой станка и методикой анализа его кинематического состояния при нарезании резьбы резцом с заданными параметрами.
3. Ознакомиться с необходимыми расчетами и практическими действиями по настройке и наладке станка на нарезание требуемой резьбы резцом.
Порядок выполнения работы
1. Ознакомиться с целью лабораторной работы, порядком выполнения, содержанием отчета.
2. Изучить устройство, принцип работы и технологические возможности станка.
3. Изучить кинематическую схему станка, установив взаимосвязь между органами и элементами системы управления, подвижными звеньями и исполнительными органами станка.
4. Выяснить сущность и особенности кинематической настройки станка на нарезание различных типов резьб резцом.
5. Разработать общую схему кинематической структуры винторезной цепи; записать общее уравнение кинематического баланса и вывести формулу настройки.
6. Выполнить анализ кинематики винторезной цепи станка при нарезании резьбы согласно индивидуального задания.
7. Произвести наладочные и настроечные расчеты, определив положение всех органов управления и приведя описание особенностей практических действий по наладке и настройке согласно индивидуального задания.
8. Произвести обработку пробной детали; сделать замеры основных параметров резьбы.
9. Выполнить анализ результатов пробной обработки, определив возможные отклонения от требуемого качества; сделать рекомендации по его обеспечению.
10. Сделать выводы по работе, оформить отчет и представить преподавателю на проверку.
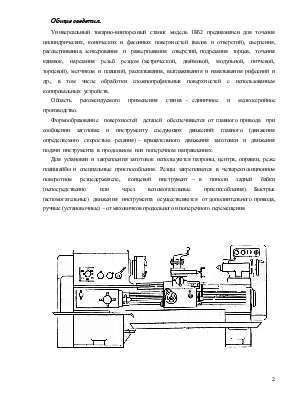
Общие сведения
Универсальный токарно-винторезный станок модель 1К62 предназначен для точения цилиндрических, конических и фасонных поверхностей (валов и отверстий), сверления, рассверливания, зенкерования и развертывания отверстий, подрезания торцев, точения канавок, нарезания резьб резцом (метрической, дюймовой, модульной, питчевой, торцевой), метчиком и плашкой, раскатывания, выглаживания и накатывания рифлений и др., в том числе обработки сложнопрофильных поверхностей с использованием копировальных устройств.
Область рекомендуемого применения станка - единичное и мелкосерийное производство.
Формообразование поверхностей деталей обеспечивается от главного привода при сообщении заготовке и инструменту следующих движений: главного (движения определяемого скоростью резания) – вращательного движения заготовки и движения подачи инструмента в продольном или поперечном направлениях.
Для установки и закрепления заготовок используются патроны, центра, оправки, реже планшайбы и специальные приспособления. Резцы закрепляются в четырехпозиционном поворотном резцедержателе, концевой инструмент – в пиноли задней бабки (непосредственно или через вспомогательные приспособления). Быстрые (вспомогательные) движения инструмента осуществляются от дополнительного привода, ручные (установочные) – от маховичков продольного и поперечного перемещения.
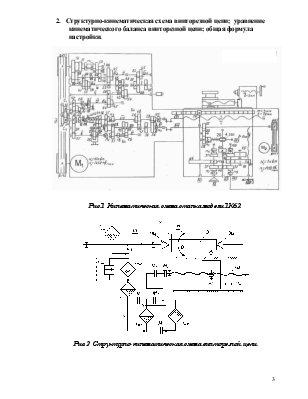
 2. Структурно-кинематическая схема винторезной
цепи; уравнение кинематического баланса винторезной цепи; общая формула
настройки.
2. Структурно-кинематическая схема винторезной
цепи; уравнение кинематического баланса винторезной цепи; общая формула
настройки.
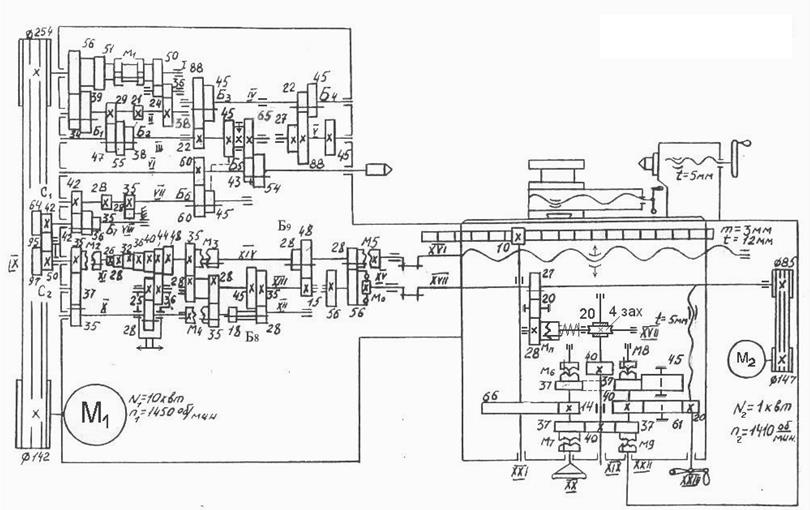
Рис.1 Кинематическая схема станка модели 1К62.
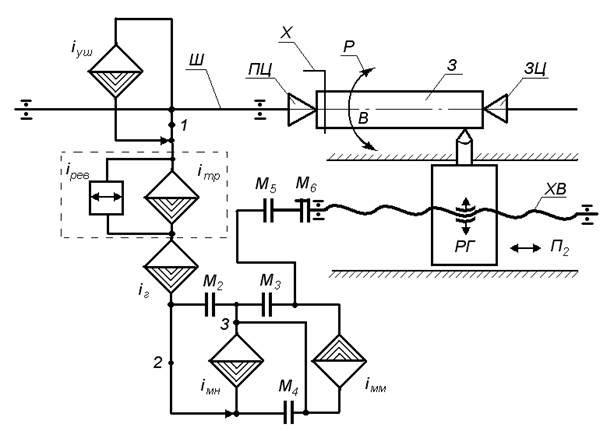
Рис.2 Структурно-кинематическая схема винторезной цепи
Условие согласованности: ![]()
Общая формула настройки станка 1К62 на нарезание резьб:

где i – орган настройки кинематической цепи;
М – муфта сцепления;
tхв – шаг резьбы ходового винта;
k – число заходов ходового винта;
T(S) – шаг(ход) нарезаемой резьбы.
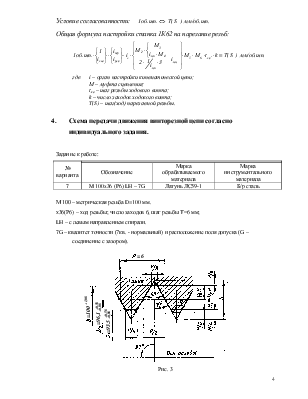
4. Схема передачи движения винторезной цепи согласно индивидуального задания.
Задание к работе:
|
№ варианта |
|||
|
Обозначение |
Марка обрабатываемого материала |
Марка инструментального материала |
|
|
7 |
M 100x36 (P6) LH – 7G |
Латунь ЛС59-1 |
Б/р сталь |
М 100 – метрическая резьба D=100 мм.
х36(Р6) – ход резьбы; число заходов 6, шаг резьбы Т=6 мм;
LH – с левым направлением спирали.
7G – квалитет точности (7кв. - нормальный) и расположение поля допуска (G – соединение с зазором).
 |
Рис. 3
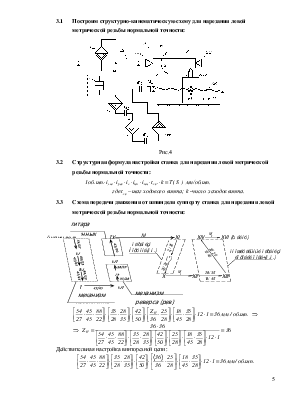
3.1 Построим структурно-кинематическую схему для нарезания левой метрической резьбы нормальной точности:
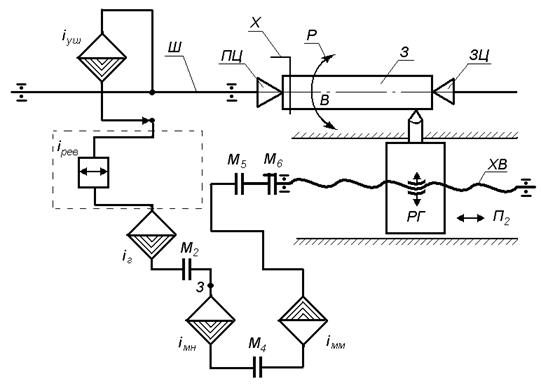
Рис.4
3.2 Структурная формула настройки станка для нарезания левой метрической резьбы нормальной точности:

 3.3 Схема
передачи движения от шпинделя суппорту станка для нарезания левой метрической
резьбы нормальной точности:
3.3 Схема
передачи движения от шпинделя суппорту станка для нарезания левой метрической
резьбы нормальной точности:


Действительная настройка винторезной цепи:

5. Наладка станка на нарезание резьбы:
5.1 Подготовка заготовки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.