На коробке скоростей устанавливаем следующее положение рукояток:
-для чернового точения:
рукоятка 1:
рукоятка 4:

-для чистового точения:
рукоятка 1:
рукоятка 4:

Установка рукояток винторезной цепи:
|
Сменные зубчатые колёса гитары |
Увеличенный шаг |
Увеличенный шаг левый |
Тип резьбы и диапазон шага (хода) |
Шаг (ход) |
|
А – 42 Д – 50 |
|
|
Метрическая 28…48 |
36 |
При нарезании резьбы реечную шестерню 10 (рис. 1 приложения 1) выводят из зацепления с рейкой вытягиванием кнопки 6 на себя. Разъемная гайка ходового винта закрывается с помощью рукоятки 10 поворотом по часовой стрелке.
5.5 Перемещение резца перед рабочим ходом и ряд действий для нарезания последующих заходов резьбы.
Перед каждым новым рабочим ходом резец выводят из канавки, перемещая поперечные салазки суппорта от себя, а затем возвращают суппорт в начальное положение.
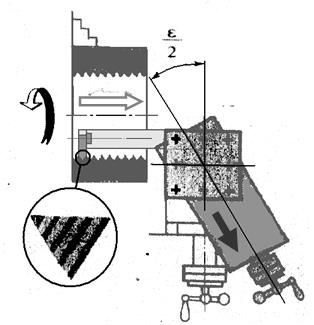
![]() Резьбу
большего шага нарезают не с поперечным, а с боковым врезанием резца, при котором
работает только одна режущая кромка (рис. 7). При боковом врезании облегчается
процесс резания и повышается качество резьбы. Для этого верхние (резцовые)
салазки суппорта разворачивают под углом ε/2 относительно своего нормального
положения. Врезание осуществляется рукояткой верхних салазок суппорта.
Последние 1-2 чистовых рабочих хода выполняем с поперечной подачей.
Резьбу
большего шага нарезают не с поперечным, а с боковым врезанием резца, при котором
работает только одна режущая кромка (рис. 7). При боковом врезании облегчается
процесс резания и повышается качество резьбы. Для этого верхние (резцовые)
салазки суппорта разворачивают под углом ε/2 относительно своего нормального
положения. Врезание осуществляется рукояткой верхних салазок суппорта.
Последние 1-2 чистовых рабочих хода выполняем с поперечной подачей.
Сущность наладки станка на нарезание многозаходной резьбы заключается в перемещении резца вдоль оси детали после нарезания каждого захода резьбы на ее шаг при невращающейся обрабатываемой детали (деление осевым смещением резца), или в повороте детали на соответствующий угол при неподвижном резце после нарезания каждого захода резьбы (деление расцеплением винторезной цепи).
А. Деление расцеплением винторезной цепи.
1. Рукоятки 2, 3, 19 и указатель рукоятки 18 на барабане поставить в соответствующее положение.
2. Рукоятки 1 и 4 поставить в соответствующие положения, согласно рекомендуемому числу оборотов шпинделя.
3. Включить разъемную гайку.
4. Включить станок и нарезать первый заход резьбы.
5. Выключить двигатель, дождаться полной остановки патрона, снять защитный кожух с левого торца передней бабки.
6. Вставить ключ патрона в четырехгранное отверстие вала шкива, включить муфту М1 (влево) и повернуть шпиндель (в сторону рабочего хода) до совпадения рисок на левом конце шпинделя и диска корпуса коробки.
7. Разомкнуть винторезную цепь, для чего блок Б6 вывести из зацепления и поставить в нейтральное положение рукояткой 2; повернуть шпиндель на нужное число рисок (при шестизаходном - 10 рисок) в сторону рабочего хода.
8. Ввести вновь в зацепление блок Б6 рукояткой 2 и произвести нарезание следующего захода и т.д. (шпиндель и блок Б6 имеют зубчатые колеса с z = 60 и z = 45, что позволяет снова их сцепить после деления окружности на 6 частей)
6. Контроль основных параметров резьбы.
а) комплексный контроль резьбы калибрами осуществляется резьбовыми пробками, либо кольцами: нормальными (крепежные резьбы рядового назначения) или предельными (резьбы с гарантированной взаимозаменяемостью);
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
