Заготовка из материала латунь ЛС59-1 зажимается в самоцентрирующемся трехкулачковом патроне по наружному диаметру. В заготовке сверлится, а затем растачивается отверстие. Диаметр отверстия соответствует предельным значениям номинального внутреннего – D1 диаметра резьбы из ГОСТ16093-81.
Тогда: ![]()
Шероховатость поверхности отверстия под резьбу нормальной точности – Ra 3,2.
Отверстие сквозное, следовательно, в проточке для завода резца перед началом работы нет необходимости.
5.2 Выбор резца и его геометрии.
Для нарезания внутренней левой резьбы используем токарный резьбовой резец стержневого типа для внутренний отверстий, материал рабочей части Р18. Эскиз резца и его геометрия приведен ниже на рис.5
|
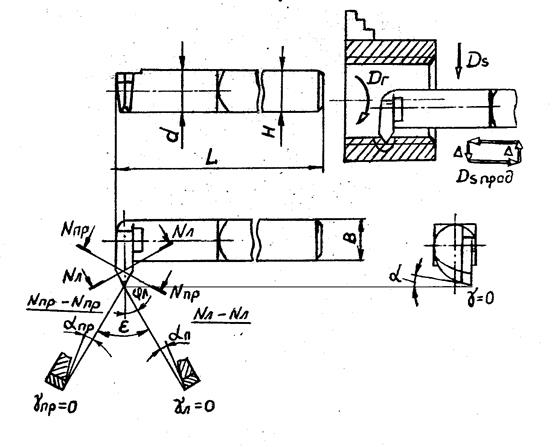
Найдём угол подъёма винтовой
линии: 
где S – ход резьбы;
D – наружный диаметр резьбы.
Исходя из этого углы резца выбираются следующие:

5.3 Установка резца на станок.
Резец устанавливают в резцедержателе точно по центру заготовки; установка ниже центра приводит к искажению профиля резьбы, а установка выше центра - к «затиранию» резца. Для повышения точности установки резца используем шаблон (рис.6). Шаблон прикладываем к заготовке на уровне оси и резец вводим в профильный вырез. Правильное положение режущих кромок резца проверяем на «просвет», затем закрепляем резец и убираем шаблон.
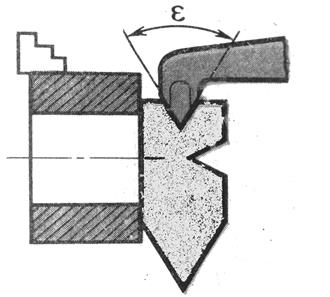
Рис. 6
5.4 Выбор и установка режимов резания.
Подача соответствует шагу резьбы; глубина резания определяется числом рабочих ходов. После каждого рабочего хода резец выводят из канавки, суппорт возвращают в исходное положение и вновь начинают рабочий ход. Число рабочих ходов и глубина врезания для каждого рабочего хода зависят от шага нарезаемой резьбы и материала резьбового резца.
Глубина полного врезания:

От этой глубины 70% рекомендуется на черновое врезание и 30%- на чистовое. С учетом цены деления лимба поперечной подачи (0,05 мм/об.лимба на диаметр) определяем глубины врезания на рабочих ходах:
Тогда оставшаяся глубина врезания на чистовых рабочих ходах составит:
Скорость резания (м/мин) зависит от обрабатываемого материала, материала режущей части резца и шага резьбы. При обработке латуни резцами из быстрорежущих сталей скорости резания - 24÷50 м/мин. Для чистовых рабочих ходов скорость резания – снижаем на 20%.
Принимаем
скорость резания для чернового точения ![]()
для чистового точения ![]()
Рассчитаем
число оборотов шпинделя: 
- для чернового точения

- для чистового точения

Принятое число оборотов устанавливается рукоятками 1, 4; рукоятками 2, 19 и 18 устанавливается требуемый вид резьбы и её шаг. При повороте рукоятки 19 достигается выбор ряда резьб, а для получения нужной величины резьбы из ряда необходимо диск барабана 18 вытянуть на себя, повернуть до совпадения риски диска с риской барабана, а затем диск подать вперед в прежнее положение.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.