|
1-0.9 |
-+£5
Тогда: д^ = (Д -<Ш?)+я 3 " = Ю.2*032 Шероховатость поверхности под резьбу высокой точности - Ra3,2. В конце резьбового участка протачивается канавка для выхода резца Змм.
|
г? |
||
|
j |
||
|
/ - f |
7////////Л |
* Щ щ |
|
* |
vflSII |
|
|
/ / /. ■// / / / /. |
L_ J |
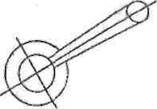
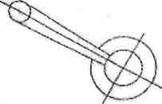
Выбор резца и его геометрии.
Для нарезания наружной резьбы используем токарный резец стержневого типа, материал режущей части тв/спл. Эскиз резца и его геометрия приведена ниже на (РисТ).
/~\

|
|
га
|
Найдем угол подъема винтовой линии |
Р1337
ф= arctg — = arete---------- « 2.9°
2d e 13.157-2
s=55'; r=0°
« = 18°
or, = а, + О)' = 3 + 2.9 = 5.9° = 5°54'
С учетом поправки «разбивки» профиля резьбы, а{ = 5°39' а2=3°
Выбор и установка режимов резания.
Подача соответствует шагу резьбы,' глубина резания определяется числом рабочих ходов. После каждого рабочего хода резец выводят из канавки, суппорт возвращают в исходное положение и вновь начинают рабочий ход. Число рабочих ходов и глубина врезания для каждого рабочего хода зависят от шага нарезаемой резьбы и материала резьбового резца.
Глубина полного врезания:
,._-gl^ =
13,157-10,2
2 2
С учетом цены деления лимба поперечной подачи (0,05мм/об. лимба на диаметр) определяем глубины врезания на рабочих ходах:
|
т, |
чери
Глубина врезания на чистовых рабочих ходах составит: , J-Kp,,*™^,, _ 1,479-0,2-5 _п и
1чист~—. —U, ID
WL-. 3
Оставшаяся глубина врезания на зачистных ходах:
заччери пчерн чист ' чист
tm=l, 479-0,2-5-0,15-3 = 0,025
Скорость резания (м/мин) зависит от обрабатываемого материала, материала режущей части резца и шага резьбы. При обработке Стали 20 резцами из б/р стали, скорости резания -24/50 м/мин. Для чистовых рабочих ходов скорость резания - увеличивается в 1,5 раза.
|
/ |
Принимаем скорость резания:
для чернового точения V = 25 м /мин.
для чистового точения V = 38 м /мин.
Рассчитаем число оборотов шпинделя:
|
-630 |
1000-25
|
3.14- tO.'C |
- для чернового точения п =
1000-38
- для чистового точения п =------------- a <f ооо.
3.14- tot
Принятое число оборотов устанавливается рукоятками 1 и 4; рукоятками 18 и 19 устанавливается требуемый вид резьбы и ее шаг. При повороте рукоятки 19 достигается выбор ряда резьб, а для получения нужной величины резьбы из ряда, необходимо диск барабана 18 вытянуть на себя, повернуть до совпадения риски диска с риской барабана, а затем подать вперед в прежнее положение.
На коробке скоростей устанавливаем следующее положение рукояток:
для чернового точения рукоятка 1
![]()
рукоятка 4
для чистового точения рукоятка 1
рукоятка 4 630 'Ю00
|
|
|
|
Установка рукояток винторезной цепи:
|
Сменные зубчатые колеса |
Нормальный шаг |
Нормальный Шаг правый |
Тип резьбы |
Диапазон шага |
Шаг |
|
|
А-36 В-38 |
б |
6 |
дюймовая |
13-24 |
1,337 |
|
Перемещение резца перед рабочим ходом и ряд действий для нарезания последующих заходов резьбы.
Перед каждым новым рабочим ходом резец выводят из канавки, перемещая поперечные салазки суппорта на себя. Затем возвращают суппорт в начальное положение, после чего резцу дают поперечное перемещение, а отсчет ведет по лимбу винта поперечной подачи. Эти действия повторяют до тех пор, пока резьба не будет нарезана на полную глубину профиля.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.