Лабораторная работа №1
Анализ кинематической настройки и наладка токарно-винторезного станка с ручным управлением на нарезание резьбы резцом.
Цель работы:
Ознакомление с назначением, устройством, технической характеристикой, кинематической схемой станка.
Ознакомление с составом и устройством элементов винторезной цепи, сущностью настройки на нарезание на станке разных типов резьб, механическими управляемыми параметрами настройки.
Ознакомление с особенностями наладки станка и действиями рабочего при нарезании резьбы.
1. Исходные данные
' /
Л/. Методические указания к выполнению лабораторной работы.
Ознакомиться с целью лабораторной работы, порядком выполнения, содержанием отчета.
Изучить устройство, принцип работы и технологические возможности станка.
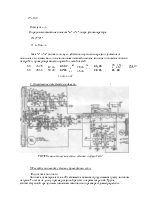
Изучить кинематическую схему станка, установив взаимосвязь между органами и элементами системы управления, подвижными звеньями и исполнительными органами станка.
Выяснить сущность и особенности кинематической настройки станка на нарезание различных типов резьб резцом.
Разработать общую схему кинематической структуры винторезной цепи; записать общее уравнение кинематического баланса и вывести формулу настройки.
Выполнить анализ кинематики винторезной цепи станка при нарезании резьбы согласно индивидуального задания.
Произвести наладочные и настроечные расчеты, определив положение всех органов управления и приведя описание особенностей практических действий по нападке и настройке согласно индивидуального задания.
Произвести обработку пробной детали; сделать замеры основных параметров резьбы.
Выполнить анализ результатов пробной обработки, определив возможные отклонения от требуемого качества; сделать рекомендации по его обеспечению.
1.2. Характеристика резьбы, материала заготовки и режущего металла резьбового резца.
■ Правая однозаходная трубная цилиндрическая резьба G1/4"LH-B
■ Обрабатываемый материал: Сталь 20
■ Материат режущего инструмента: Б/р стать
1.3. Справочная литература,
■ Токарно - винторезный станок модель 1К62. Руководство по эксплуатации. Москва -1962г.
■ Б. Г. Зайцев, А. С. Шевченко. Справочник молодого токаря. М.: "Высшая школа", 1979г.
■ В. Коваленко. Контроль деталей, обработанных на металлорежущих станках.- М.: Машиностроение, 1980г.
■ А. Блюмберг, Е. И. Зазерский. Справочник токаря. Ленинград.: Машиностроение, 1981г.
■ В. И. Анурьев. Справочник конструктора-машиностроителя, т.2., М.: Машиностроение, 1980г.
■ Зубчатые передачи. Справочник. Под общей ред. Е. Г. Гинзбурга. Ленинград.: Машиностроение, 1980г.
■ Б. И.
Сильвестров. Справочник молодого зуборезчика. М.: "Высшая школа",
1981г.
2. Станок токарно-винторезный 1К62
Универсальный токарно-винторезный станок модель 1К62 предназначен для точения цилиндрических, конических и фасонных поверхностей (валов и отверстий), сверления, рассверливания, зенкерования и развертывания отверстий, подрезания торцев, точения канавок, нарезания резьб резцом (метрической, дюймовой, модульной, питчевой, торцевой), метчиком и плашкой, раскатывания, выглаживания и накатывания рифлений и др., в том числе обработки сложнопрофильных поверхностей с использованием копировальных устройств. Область рекомендуемого применения станка - единичное и мелкосерийное производство.
Формообразование поверхностей деталей обеспечивается от главного привода при сообщении заготовке и инструменту следующих движений: главного (движения определяемого скоростью резания) - вращательного движения заготовки и движения подачи инструмента в продольном или поперечном направлениях.
Для установки и закрепления заготовок используются патроны, центра, оправки, реже планшайбы и специальные приспособления. Резцы закрепляются в четырехпозиционном поворотном резцедержателе, концевой инструмент - в пиноли задней бабки (непосредственно или через вспомогательные приспособления). Быстрые (вспомогательные) движения инструмента осуществляются от дополнительного привода, ручные (установочные) - от маховичков продольного и поперечного перемещения.
Основные технические характеристики станка:
1. Наибольший диаметр заготовки, устанавливаемой над станиной (мм)............ 400
2. Наибольший диаметр заготовки, устанавливаемой над поперечными
салазками суппорта (мм).............................................................................................. 200
3. Наибольший диаметр обрабатываемого прутка (мм)...................................................... 45
4. Наибольшее расстояние между центрами (мм)........................................... 640(930; 1330)
5. Пределы чисел оборотов шпинделя (об/мин)....................................................... 12.5-2000
6. Пределы подач (мм/об):
а) продольных.................................................................................................. 0.07-4.16
б) поперечных.................................................................................. 0.5 от продольных
7. Шаги нарезаемых резьб:
а) метрической (мм).......................... v................................................................ 1-192
б) дюймовой (число ниток на 1")......................................................................... 24-2
в) модульной (в модулях)....................................................................................... 0.5-48
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.