Лабораторная работа № 2
Пластическая деформация срезаемого слоя при точении
Цель работы: ознакомление с процессом стружкообразования и экспериментальное определение зависимости коэффициента укорочения стружки от скорости резания, подачи и переднего угла токарного резца.
Общие сведения
Процесс резания металлов заключается в срезании с обрабатываемой заготовки слоя металла, оставленного на припуск, в результате чего заготовке придают соответствующую форму и размеры. Срезанный металл называется стружкой.
При резании срезаемый слой подвергается сжатию, сопровождающемуся упругими и пластическими деформациями.
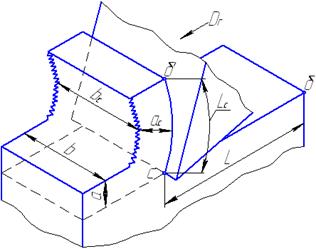
Размеры срезаемого слоя и стружки
Превращение срезаемого слоя в стружку при резании является одной из разновидностей процесса пластической деформации материала, в результате которой размеры стружки по длине, толщине и ширине отличаются от размеров срезаемого слоя.
Длина стружки Lс оказывается короче того участка, с которого она срезана, т.е. короче длины среза L, толщина стружки ac оказывается больше толщины срезаемого слоя a, при этом ширина стружки bс мало отличается от ширины среза b: Lс < L;ac > a, bc ³ b.
Степень изменения размеров стружки по сравнению с размерами срезаемого слоя характеризуется тремя коэффициентами [3]:
– коэффициентом укорочения стружки КL = L / Lc;
– коэффициентом утолщения стружки Ка = ac/ a;
– коэффициентом уширения стружки Kb = bc / b.
Так как объем стружки равен объему срезаемого слоя, то L·a·b = Lc·ac·bc, поэтому КL = Ка·Kb. Многочисленными экспериментами установлено, что даже при свободном резании уширение стружки невелико и составляет 5...15 % от ширины среза, в то время как укорочение и утолщение стружки оценивается в 250...600 % и более. Поэтому уширением стружки можно пренебречь и считать, что КL = Ка. Все сказанное справедливо только в том случае, если сливная стружка сохраняет свою сплошность, т.е. на свободной стороне стружки нет достаточно больших выступов и впадин. При инженерных расчетах реальный процесс стружкообразования заменяют его упрощенной моделью, при этом считают, что процесс стружкообразования подчиняется закономерностям простого сдвига. Мерой деформации простого сдвига является относительный сдвиг e. Коэффициент укорочения стружки не может служить количественным показателем степени деформированности срезаемого слоя, но может являться внешним качественным показателем деформационных процессов и используется для определения величины относительно сдвига:
 ,
,
где g – передний угол [2].
Коэффициент укорочения стружки КL определяют экспериментальным путем. Если известна длина срезаемого слоя L, после срезания которого образовался наличный кусок стружки (например, при строгании получили сливную стружку со всей известной длины заготовки), то после измерения длины стружки по контактной стороне Lc определяют коэффициент КL = L / Lc. Если неизвестна длина среза L, из которого образовался наличный кусок стружки (например, пpи непрерывном точении), применяют весовой метод. Этот же метод используют в том случае, когда трудно получить непрерывную стружку в пределах достаточно большой длины срезаемого слоя. При весовом методе измеряют с помощью гибкой нити и мерительной линейки длину стружки по гладкой (контактной) стороне, после чего определяют массу стружки взвешиванием на аналитических весах. Обычно для исследования берут кусочки стружки длиной Lc = 20...100 мм. При одинаковой плотности обрабатываемого материала и стружки выполняется равенство:
тс = т,
где тс – масса стружки, г; т – масса срезаемого слоя, из которого образовался наличный кусок стружки, г.
Масса срезаемого слоя связана с параметрами его поперечного сечения уравнением:
т = r×а×b×L,
где r – плотность обрабатываемого материала, г/мм3; а, b и L – соответственно толщина, ширина и длина срезаемого слоя, мм.
Так как при точении а·b = S·t, то
т = r·S·t·L,
где S – подача, мм/об; t – глубина резания, мм.
Длина срезаемого слоя определяется по формуле:
 .
.
Коэффициент укорочения стружки
 .
.
На коэффициент укорочения стружки основное влияние оказывают род и механические свойства обрабатываемого материала, передний угол инструмента, толщина срезаемого слоя, скорость резания и применяемая смазочно-охлаждающая жидкость.
Практическая часть
Протокол исследования влияния факторов t, S, g на
коэффициент укорочения стружки KL
Станок Токарно – винторезный К62 ______________________________________________
Резец Токарно – проходной упорный ________________________________________________
Материал заготовки _сталь____ Марка 45 _ r =___0,0078_гр/мм3
σв = 750 МПа__________ НВ 350 __________ Диаметр заготовки D _65____
Измерительная оснастка Гибкая мера, весы аналитические, штангенциркуль.
Полученные данные заносим в таблицу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.