|
№ серии |
№ опыта |
Передний угол резца g, град. |
Режим резания |
||||||
|
Скорость резания V, м/мин |
Частота вращения n, об/мин. |
Подача S мм/об. |
Глубина резания t, мм |
Длина элемента стружки Lc, мм |
Масса элемента стружки m, г |
Коэффициент укорочения стружки KL |
|||
|
1 |
1 |
6 |
204,1 |
100 |
0,11 |
2 |
57 |
0,152 |
KL = f (V) |
|
2 |
0 |
408,2 |
200 |
0,11 |
2 |
262 |
1,454 |
||
|
3 |
0 |
642,92 |
315 |
0,11 |
2 |
305 |
1,378 |
||
|
4 |
0 |
816,4 |
400 |
0,11 |
2 |
254 |
1,079 |
||
|
5 |
0 |
1020,5 |
500 |
0,11 |
2 |
248 |
0,94 |
||
|
2 |
6 |
0 |
642,92 |
315 |
0,11 |
2 |
229 |
0,993 |
KL = f (S) |
|
7 |
0 |
642,92 |
315 |
0,21 |
2 |
269 |
1,723 |
||
|
8 |
0 |
642,92 |
315 |
0,3 |
2 |
255 |
2,296 |
||
|
9 |
0 |
642,92 |
315 |
0,39 |
2 |
253 |
2,928 |
||
|
10 |
0 |
642,92 |
315 |
0,47 |
2 |
300 |
3,814 |
||
|
3 |
11 |
-10 |
642,92 |
315 |
0,11 |
2 |
224 |
0,969 |
KL = f (g) |
|
12 |
0 |
642,92 |
315 |
0,11 |
2 |
139 |
0,523 |
||
|
13 |
+10 |
642,92 |
315 |
0,11 |
2 |
223 |
0,773 |
||
|
14 |
+20 |
642,92 |
315 |
0,11 |
2 |
190 |
0,568 |
||
Производим расчет требуемых параметров V м/мин, и KL.
V1 = 10–3 p Dn1 = 10–3 * 3,14 * 65 * 100 = 204,1 м/мин
V2 = 10–3 p Dn2 = 10–3 * 3,14 * 65 * 200 = 408,2 м/мин
V3 = 10–3 p Dn3 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V4 = 10–3 p Dn4 = 10–3 * 3,14 * 65 * 400 = 816,4 м/мин
V5 = 10–3 p Dn5 = 10–3 * 3,14 * 65 * 500 = 1020,5 м/мин
V6 = 10–3 p Dn6 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V7 = 10–3 p Dn7 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V8 = 10–3 p Dn8 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V9 = 10–3 p Dn9 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V10 = 10–3 p Dn10 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V11 = 10–3 p Dn11 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V12 = 10–3 p Dn12 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V13 = 10–3 p Dn13 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
V14 = 10–3 p Dn14 = 10–3 * 3,14 * 65 * 315 = 642,92 м/мин
 =
= 1,55
1,55
= 3,23
3,23
= 2,65
2,65
= 2,45
2,45
= 2,21
2,21
= 2,52
2,52
= 1,95
1,95
= 1,92
1,92
= 1,9
1,9
= 1,73
1,73
= 2,52
2,52
= 2,19
2,19
= 2,02
2,02
= 1,74
1,74
На основе полученных и рассчитанных данных строим графики зависимостей KL = f (V), KL = f (S), KL = f (g)
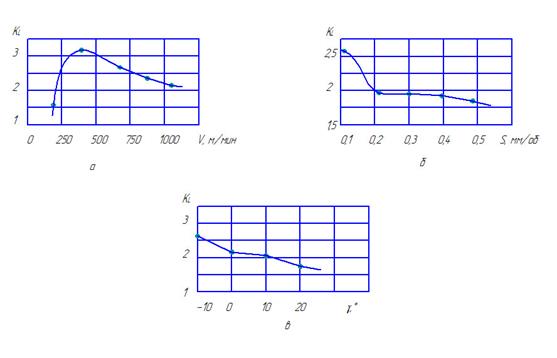
Типовые графики зависимости коэффициента укорочения стружки KL : а – от скорости резания V; б – от подачи S; в – от переднего угла g
Проанализировав полученные экспериментальные зависимости мы получили:
а) При увеличении скорости резания от 0 до 500 об/мин резко возрастает коэффициент укорачивания стружки, но при дальнейшем увеличении скорости коэффициент начинает плавно уменьшаться, тем самым показывая, что для того чтобы уменьшить коэффициент укорачивания стружки нужно максимально увеличить скорость.
б) При увеличении подачи, чем больше подача, тем меньше коэффициент укорачивания стружки, а при минимальной подаче этот коэффициент максимален.
в) Такая же зависимость наблюдается и при увеличении угла резца, чем больше угол, тем меньше коэффициент укорачивания стружки, а при отрицательном угле коэффициент резко возрастает.
Вывод: в ходе данной лабораторной работы мы изучили, как влияют такие параметры как скорости резания, подачи и переднего угла токарного резца на коэффициент укорачивания стружки. По результатам графического исследования можно сделать вывод: что при увеличении скорости резания, а так же подачи и переднего угла резца мы получим минимальный коэффициент укорачивания стружки. Так же на коэффициент укорачивания стружки оказывают влияние углы α и γ. При увеличении угла γ увеличивается ширина среза, что обуславливает увеличение длины работающего участка режущей кромки резца и улучшает поглощение им теплоты резания, увеличится плавность обработки, тем самым снизится коэффициент укорачивания стружки. При увеличении α уменьшается контакт с обрабатываемой заготовкой, что также ведет к уменьшению нагрева детали и стружки, и соответственно к уменьшению коэффициента укорачивания стружки. На ровне с этими параметрами можно поставить и ширину срезаемого слоя, чем больше ширина срезаемого слоя , тем меньше деформация стружки и меньше коэффициент укорачивания стружки. Смазочно-охлаждающая жидкости, снижающая величину коэффициента трения, уменьшают коэффициент укорачивания стружки, причем эффект от влияния жидкости тем сильнее, чем меньше толщина срезаемого слоя и скорость резания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.