6.3.4. Выбор оборудования.
Для обработки данной детали мы можем использовать станки:
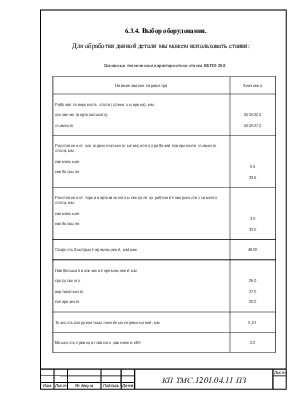
Основные технические характеристики станка КФПЭ-250
|
Наименование параметра |
Значение |
|
Рабочая поверхность стола (длина х ширина), мм: основного (вертикального) съемного |
500Х200 500Х270 |
|
Расстояние от оси горизонтального шпинделя до рабочей поверхности съемного стола, мм: наименьшее наибольшее |
65 335 |
|
Расстояние от торца вертикального шпинделя до рабочей поверхности съемного стола, мм: наименьшее наибольшее |
30 300 |
|
Скорость быстрых перемещений, мм/мин |
4800 |
|
Наибольшая величина перемещений, мм: продольного вертикального поперечного |
250 270 200 |
|
Точность координатных линейных перемещений, мм |
0,01 |
|
Мощность привода главного движения, кВт |
2,2 |
|
Конус шпинделя по ГОСТ 15945-82 |
30 (7:24) |
|
Частота вращения шпинделя, об/мин: головка горизонтальная головка вертикальная |
45, 63, 90, 125, 180, 250, 355, 500, 710, 1000, 1400, 2000 90, 125, 180, 250, 355, 500, 710, 1000, 1400, 2000, 4000 |
|
Количество инструментов в кассете, шт. |
8 |
|
Наибольший диаметр инструмента, устанавливаемого в кассете, мм |
60 |
|
Наибольший диаметр сверления по стали, мм |
8 |
|
Наибольший диаметр растачиваемого отверстия, мм |
60 |
|
Точность обработки по контуру, мм |
0,03 |
|
Шероховатость обработанной поверхности при контурной обработке по параметру Ra |
1,6 |
|
Точность межосевых расстояний расточенных отверстий, мм |
0,025 |
|
Масса станка, кг |
1400 |
|
Рабочая зона |
DMU 50 eco |
|
|
Перемещение по X / Y / Z |
мм |
500 / 450 / 400 |
|
Главный привод |
||
|
Диапазон числа оборотов |
мин-1 |
20 - 8.000 |
|
Мощность привода (40 / 100% ED) |
кВт |
13 / 9 |
|
Крутящий момент (40 % ED) |
Нм |
83 |
|
Ускоренный ход по X / Y / Z |
м/мин |
12 |
|
Усилие подачи, макс. |
кН |
4,5 |
|
Наклонно - поворотный NC-стол |
||
|
Рабочая площадь стола |
мм |
630 x 500 |
|
Макс. загрузка |
кг |
200 |
|
Диапазон поворота |
град. |
-5 / +110 |
|
Pmax по JIS / VDI / DGQ 3441 (система непрямого / прямого измерения перемещения) |
мм |
0,020 / 0,008 |
|
инструмента с захватом |
Число мест/кг |
16 / 6 |
|
Длина инструментов, макс. |
мм |
300 |
|
Диаметр инструмента, макс. |
мм |
80 / 130 |
|
Вес станка / Присоединяемые значения |
||
|
Вес |
кг |
4.000 |
|
Мощность |
кВт |
18 |
|
Макс. номинальный ток |
A |
27 |
|
Управление |
||
|
DMG SLIMline® Panel Siemens 810D powerline с ShopMill |
||
ТЕХНИЧЕСКИЕ ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Современная технология управления - SIEMENS 810D powerline с ShopMill;
- Высокая эфективность;
- 5-осевая обработка от простых деталей до деталей высокой сложности;
- Оптимальная экономия места;
- Прекрасный доступ к наклонно-поворотному NC-столу, большая рабочая зона при небольшой площади для установки станка;
- Высокая точность;
- Поворотный круговой NC-стол с цифровыми приводами;
- Мощный шпиндель для фрезерования (8.000 мин-1 / 83 Нм [40% ED] / 13 кВт [40% ED]);
- Устройство автоматической смены инструмента на 16 мест в магазине;
- Система прямого измерения перемещения (опция) и направляющая качения с циркуляцией роликов с централизованной смазкой для длительной, постоянной точности.
По представленным результатам выбираем станок DMU 50 eco, так как у него более высокая скорость обработки и точность позиционирования. В следствии чего мы сможем уменьшить время обработки за счет увеличения скорости резания и точность обработки, времени переналадки и смены режущего инструмента, применения высоко производительного режущего инструмента.
8. Устройство и принцип действия приспособления.
Для обработки делили механических операциях используем специально спроектированное приспособление одностороннего действия.
Приспособление состоит из корпуса 2 крепящегося к плите 1 винтами и штифтами, а затем устанавливается и закрепляется в станке посредствам прижимов. В корпус вставляется планка 4 а затем заворачивается тяга 5 . Затем на корпус наворачиваются гайка 3 и упор 6 .
Принцип действия приспособления заключается в том, что деталь Ø 38 базируется в приспособление на разжимную цангу 5 до упора 6 и зажимается при помощи ключа рабочим.
8.1. Определение достаточного условия зажима
![]()

Fcм=Fзаж=1650 Н – сила смятия
Sсм- площадь смятия
Sсм=41*10,42=41,42мм2
[σсм] =147…235 МПа
![]()
174<235 Условие выполняется
6.3.1. Конструирование и расчет режущего инструмента.
В данном курсовом проекте при изготовлении детали «Переходник» применяется универсальный режущий инструмент. Поэтому нет необходимости в проектировании специального режущего инструмента.
|
Для обработки детали с требуемой точностью и шероховатостью мы используем Фреза 6609 16006 WW HSS-Co HANITA , |
Фреза H302 3118-16 HM TAX PROTOTYP
10. Конструирование и расчет мерительного инструмента.
Проблемы повышения качества продукции машиностроения наряду с повышением требований к взаимозаменяемости деталей машин при сборке из года в год приобретают все большее значение. Видное место в разрешении этих проблем занимают стандарты, распространяющиеся на допуски и посадки размеров гладких и резьбовых элементов деталей, на их посадки, образуемые при соединении этих деталей, и на калибры, обеспечивающие надежный контроль и взаимозаменяемость деталей, узлов машин.
В данном курсовом проекте мы используем комплексный калибр.
Расчет производится от величины допуска 0,2 на расположение отверстия Ø 3,9+0,25 относительно баз В,Г,Д, им является позиционный допуск 0,2.
В допуск 0,2 включены допуски на износ 0,01 на каждую базу.
Базовый размер 8,510 задаём более точно, и зажимаем его относительно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.