Лабораторная работа № 5
Износ режущего инструмента
Цель работы: изучение характера и закономерностей износа токарного резца в зависимости от времени работы и связанных с износом изменений шероховатости и точности обработки, а также установление критерия затупления.
Теоретическая часть
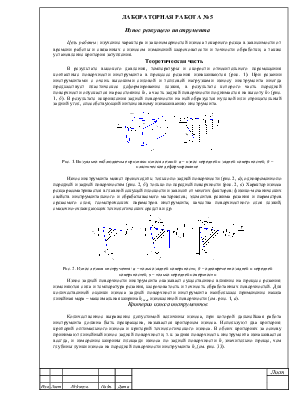
В результате высокого давления, температуры и скорости относительного перемещения контактные поверхности инструмента в процессе резания изнашиваются (рис. 1). При резании инструментами с очень высокими силовой и тепловой нагрузками износу инструмента иногда предшествует пластическое деформирование лезвия, в результате которого часть передней поверхности опускается на расстояние h1, а часть задней поверхности поднимается на высоту h2 (рис. 1, б). В результате искривления задней поверхности на ней образуется нулевой или отрицательный задний угол, способствующий интенсивному изнашиванию инструмента.
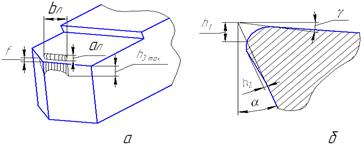
Рис. 1. Визуально наблюдаемые признаки износа лезвий: а – износ передней и задней поверхностей; б – пластическое деформирование
Износ инструмента может происходить: только по задней поверхности (рис. 2, а); одновременно по передней и задней поверхностям (рис. 2, б); только по передней поверхности (рис. 2, в). Характер износа резца рассматривается в главной секущей плоскости и зависит от многих факторов: физико-механических свойств инструментального и обрабатываемого материалов; элементов режима резания и параметров срезаемого слоя; геометрических параметров инструмента; качества поверхностного слоя лезвий, смазочно-охлаждающих технологических средств и др.
Рис. 2. Износ лезвия инструмента: а – только задней поверхности; б – одновременно задней и передней поверхностей; в – только передней поверхности
Износ задней поверхности инструмента оказывает существенное влияние на процесс резания: изменяются сила и температура резания, шероховатость и точность обработанных поверхностей. Для количественной оценки износа задней поверхности инструмента наибольшее применение нашла линейная мера – максимальная ширина hз max изношенной поверхности (см. рис. 1, а).
Критерии износа инструментов
Количественное выражение допустимой величины износа, при которой дальнейшая работа инструмента должна быть прекращена, называется критерием износа. Используют два критерия: критерий оптимального износа и критерий технологического износа. В обоих критериях за основу принимают линейный износ задней поверхности, т.к. задняя поверхность инструмента изнашивается всегда, и измерение ширины площади износа по задней поверхности hз значительно проще, чем глубины лунки износа на передней поверхности инструмента hл (см. рис. 33).
Под оптимальным износом hз опт понимают такой износ, при котором суммарный период стойкости инструмента достигает максимальной величины. Суммарный период стойкости можно определить по формуле:
Tcум = i·Т,
где i – число переточек, допускаемых инструментом до его полной амортизации; Т – период стойкости – время резания инструментом между двумя заточками.
Применение критерия оптимального износа возможно не всегда. Им нельзя пользоваться в случаях, когда на кривой износа нет участка катастрофического износа
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.