



4. Автоматизация процесса обработки детали.
4.1 Описание ЛАС-ЧПУ и принципов его работы
Автоматизацию действующего механообрабатывающего производства, использующего различные виды станков с ЧПУ, целесообразно осуществлять путём создания робототехнического комплекса (РТК) на базе промышленных роботов.
Целесообразность роботизации определяется производственными и социальными требованиями. К производственным требованиям относятся: повышение качества обработки детали; улучшение организационно-экономических условий управления технологическими и производственными процессами; уменьшение трудоёмкости; снижение себестоимости изготовления детали. К социальным требованиям относятся: высвобождение рабочих от утомительного монотонного, тяжёлого физического труда; ликвидация вредных условий производства; высвобождение рабочих с вредных участков производства.
При внедрении РТК осуществляется автоматизация вспомогательных операций загрузки станков заготовками перед их обработкой, а также снятие готовых деталей.
РТК, общий вид которого приведён на графическом листе, предназначен для токарной обработки деталей, имеющих цилиндрические поверхности, в серийном производстве. Деталь «Основание» имеет наружную цилиндрическую поверхность, поэтому для обработки вышеуказанной детали выбираем данный РТК.
Комплекс используется, как роботизированная технологическая линия с последовательной обработкой заготовки на двух токарных станках с ЧПУ (поз.1 и 2) моделей САТ500, установленных навстречу друг другу.
Обслуживание станков осуществляется промышленным роботом (поз. 3) модели СМ160Ф2.05.01, который снабжён захватным устройством (сватом). Вид схвата определяется формой, размерами, массой захватываемой детали. Данный схват относится к виду механических – работает по принципу зажима с удержанием детали с помощью сил трения и запирающего действия рабочих элементов. Кроме закрепления заготовки схват выполняет функции ориентации и центрирования заготовки.
В состав РТК также включены:
магазины-накопители заготовок 4 и обрабатываемых деталей 5; устройства ЧПУ станками 6; электрошкафы станков 7; устройство ЧПУ промышленным роботом 8 с электрошкафом 9; пульт управления комплексом 10; электрошкаф магазинов накопителей 11; гидростанции станков 12 и робота 13; стол 14 для контроля и настройки инструментов; ограждение 15; гидро- и электрокоммуникации 16, 17 и 18.
РТК ЛАС-ЧПУ применяется для обработки детали на операциях 025 и 030. первая деталь будет устанавливаться в станке с помощью специальных кулачков, вставляемых в патрон с пневмоприводом, после окончания обработки на этом станке робот перемещает деталь для установки во втором станке, где она будет базироваться по обработанному отверстию в трёхкулачковом патроне.
В начале автоматизированной технологической операции промышленный робот (ПР) рукой, у которой схват настроен на определённый размер заготовки, берёт из магазина-накопителя заготовку, устанавливает её в патрон первого станка. После окончания обработки рука робота переустанавливает деталь в патрон второго станка.
Во время обработки детали на втором станке робот перемещается к магазину-накопителю заготовок. Вновь рукой берёт очередную заготовку и устанавливает в патрон первого станка. Детали обрабатываются одновременное на двух станках в течение 19,5 секунд. По окончании обработки на втором станке деталь переносится рукой робота на магазин0накопитель деталей. После этого ПР перемещается к первому станку и ждёт окончания обработки.
Далее цикл повторяется.
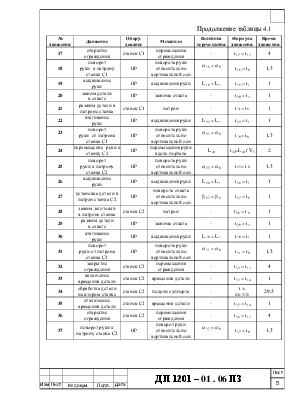
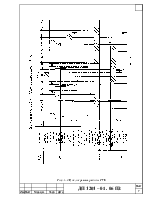
4.2 Расчет и построения циклограммы работы РТК.
Результаты расчетов построения циклограммы работы РТК приведены в таблице 4.1:
Таблица 4.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.