Продолжение таблицы 4.1
|
№ движения |
Движение |
Обору-дование |
Механизм |
Величина перемещения |
Формула движения |
Время движения |
|
38 |
выдвижение руки |
ПР |
выдвижения руки |
L38 = L1 |
t 38 = t 1 |
1 |
|
39 |
зажим детали в схвате |
ПР |
зажима схвата |
- |
t 39 = t 2 |
1 |
|
40 |
разжим детали в патроне станка |
станок С2 |
патрон |
- |
t 40 = t 9 |
1 |
|
41 |
втягивание руки |
ПР |
выдвижения руки |
L 41 = L 1 |
t 41 = t 1 |
1 |
|
42 |
поворот руки от патрона станка С2 |
ПР |
поворот руки относительно вертикальной оси |
a 42 = a 0 |
t 42= t 0 |
1,5 |
|
43 |
перемещение руки к накопителю деталей (НД) |
ПР |
перемещения руки вдоль портала |
L 43 |
t 43= L43/V5 |
2 |
|
44 |
поворот руки к НД |
ПР |
поворот руки относительно вертикальной оси |
a 44 = a 0 |
t 44 = t 0 |
1,5 |
|
45 |
выдвижение руки |
ПР |
выдвижения руки |
L45 = L1 |
t45= t 1 |
1 |
|
46 |
разжим детали в схвате |
ПР |
зажима схвата |
- |
t 46 = t 2 |
1 |
|
47 |
втягивание руки |
ПР |
выдвижения руки |
L 47 = L 1 |
t 47 = t 1 |
1 |
|
48 |
перемещение накопителя заготовок на одну позицию |
перемещения заготовки на один шаг |
L48 |
t 48 - по паспорту конвейера |
2 |
|
|
49 |
перемещение накопителя деталей на одну позицию |
перемещения детали на один шаг |
L49 |
t 49 = t 48 |
2 |
|
|
50 |
перемещение робота в исходное положение |
ПР |
перемещения руки вдоль портала |
L50 |
t 50 = L50/V5 |
6 |
Циклограмма работы роботизированного технологического комплекса (РТК) приведена на рис 4.2.
Рис. 4.2 Циклограмма работы РТК
4.3 Расчет удерживающих усилий в схвате ПР
К захватным устройствам предъявляют следующие требования:
надёжность захватывания и удержания объекта во время разгона и торможения подвижных элементов ПР, точность базирования заготовки в схвате, недопустимость повреждения предмета обработки.
Для удержания данной заготовки используются специальные губки, изготовленные в соответствии с контурами заготовки.
Схема удерживающих усилий представлена на рисунке 4.3.
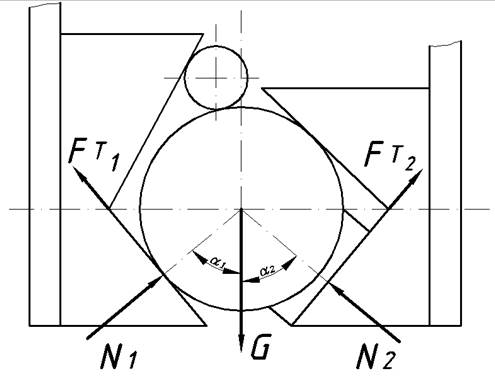
Рис. 5.2 Схема удерживающих усилий
G – вес заготовки;
N1, N2 - нормальные силы для данных точек контакта;
FT1, FT2 – силы трения в данных точках контакта;
a1, a2 – углы контакта заготовки с губкой в данной точке контакта.
N1 =  ; [2, т.1, стр.508]
; [2, т.1, стр.508]
N2 = 
Нормальные силы:
- для операции 025:
N1 = N2=
a1 = a2 = 50°
G = 0,434 кг
N1 = N2=  = 0,338 кг
= 0,338 кг
- для операции 030:
N1 = N2=
a1 = a2 = 50°
G = 0,408 кг
N1 = N2=  = 0,317 кг
= 0,317 кг
Силы трения:
FT1 = m × N1;
FT2 = m × N2;
где m - коэффициент трения:
m = 0,3 [2, т.1, стр.508]
- для операции 025:
FT1 = FT2 = 0,3 × 0,338 = 0,1 кг
- для операции 030:
FT1 = FT2 = 0,3 × 0,317 = 0,095 кг
Итак, можно сделать вывод, что использование РТК ЛАС-ЧПУ при изготовлении детали «Основание» позволило сократить вспомогательное время, а следовательно, и штучное время изготовления детали. С помощью данного комплекса две детали могут обрабатываться одновременно на двух стоящих друг на напротив друга станках, что позволяет значительно уменьшить время цикла обработки по сравнению с обработкой на одном станке без применения РТК.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.