Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Тульский государственный университет
Кафедра "Автоматизированные станочные системы"
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ОБОРУДОВАНИЕ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
РЕЗАНИЕ МЕТАЛЛОВ, СТАНКИ И ИНСТРУМЕНТЫ
ЛАБОРАТОРНАЯ РАБОТА № 6
для студентов дневного, вечернего и заочного обучения
Тула 2006
Разработал Г.В. Сундуков, доцент
Разработчик выражает признательность
за конструктивные замечания по содер-
жанию работы инженеру Н.И. Лапкиной
|
Рассмотрено на заседании кафедры АСС. Протокол № 4 от 10.01.2006 г. Зав. кафедрой ___________________А.Н. Иноземцев |
1 ЦЕЛЬ РАБОТЫ
Целью работы является закрепление учебно-программного материала по зубообрабатывающим станкам: изучение устройства и работы зубодолбежных станков, разбор кинематики зубодолбежного полуавтомата мод. 5А12, расчёт настройки станка на обработку цилиндрического зубчатого колеса, ознакомление с настройкой и наладкой станка на обработку детали.
2последовательность выполнения РАБОТЫ
1) Изучение принципа работы и возможностей зубодолбежных станков.
2) Изучение устройства, работы и кинематики зубодолбежного полуавтомата мод. 5А12; запись уравнений кинематического баланса приводов и вывод настроечных формул.
3) Выполнение индивидуальных заданий по расчёту настройки станка мод. 5А12 на изготовление прямых зубьев цилиндрических колес и составление отчёта по работе.
4) Ознакомление с наладкой станка и обработкой на нём зубчатого колеса.
ВНИМАНИЕ: нахождение около станка и действия с ним допускаются только в присутствии преподавателя или лаборанта!
3 Общие сведения о зубодолбежных станках
и нарезании шестерён методом обката
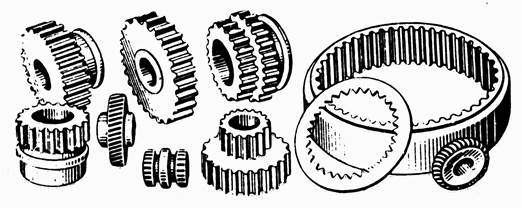
На зубодолбежных станках нарезают цилиндрические колеса наружного и внутреннего зацепления с прямыми и винтовыми зубьями, блоки зубчатых колес, колеса с буртами, зубчатые секторы, шлицевые валики, зубчатые рейки, храповики и т.д. (рис. 1). Эти станки незаменимы при нарезании блоков зубчатых колес, а также зубчатых колес с внутренним зацеплением.
|
По расположению шпинделя зубодолбежные станки подразделяются на вертикальные и горизонтальные. Наибольшее применение в промышленности имеют вертикальные зубодолбежные станки. |
Рис. 1. Изделия, изготовляемые на зубодолбёжных станках |
Нарезание шестерён на большинстве моделей зубодолбёжных станков осуществляется методом обкатки, на некоторых моделях – методом копирования.
На станках, действующих по методу обката (обкатки), в процессе зубодолбления воспроизводится зацепление двух цилиндрических зубчатых колёс (рис. 2). Одно из этих колёс имеет зубья, оснащённые режущими кромками, и является режущим инструментом – зуборезным долбяком, а другое, не имеющее зубьев, является заготовкой нарезаемого колеса. Долбяк и заготовка должны приводиться во вращение так, как вращались бы, будучи в зацеплении, два зубчатых колеса. Для этого заготовку и долбяк соединяют жёсткой кинематической цепью со сменными колёсами для настройки на получение изделия с требуемым числом зубьев.
При долблении зубьев колёс с наружным зацеплением направление вращения долбяка противоположно направлению вращения заготовки, а при долблении колёс с внутренним зацеплением направление их вращения совпадает. Поэтому в кинематическую цепь, связывающую движение долбяка и заготовки, включают реверсивное устройство.
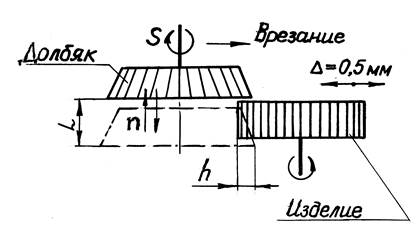
Для осуществления резания долбяку сообщается возвратно-поступательное движение вдоль оси детали. Процесс резания происходит только при рабочем ходе долбяка – ходе вниз. Во время обратного холостого хода долбяка вращение и его и заготовки продолжается. Поэтому слои металла, подлежащие срезанию, будут накатываться на зубья долбяка. При малых подачах это может вызвать заклинивание долбяка и заготовки и возникновение большой силы трения, действующей на задние грани зубьев инструмента и приводящей к интенсивному изнашиванию их, а
|
при больших подачах– заклинивание и поломку зубьев долбяка. Чтобы избежать этого, когда долбяк движется вверх, заготовка отодвигается от него. К началу резания при ходе долбяка вниз заготовка возвращается в рабочее положение. Для начала процесса зубодолбления и получения зубьев с требуемой высотой h долбяк должен посте- |
Рис. 2. Схема движений при долблении прямых зубьев цилиндрического колеса внешнего зацепления |
пенно врезаться в заготовку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.