

























Введение
При технологической подготовке машиностроительного производства стоят две основные задачи:
- выбрать наиболее целесообразную, для заданных производственных условий, такую технологическую последовательность изготовления деталей, сборных единиц или изделий в целом, которая обеспечит наилучшее приближение их фактических параметров к параметрам, рекомендованных технической документацией (рабочими чертежами, технологическими условиями);
- для выбранной технологии минимизировать издержки производства с тем, чтобы повысить конкурентоспособность машин по показателям надежности и технико-экономической сферы эффективности.
По содержанию эти задачи являются многовариантными, строгих алгоритмов оптимизации которых, практически нет. В реальных условиях при совместном решении задач технологической подготовки производства превалируют опыт, аналоги и традиции выбора и совершения технологических процессов. Решения ограничиваются анализом и выбором принципиально новых альтернативных методов обработки, получения заготовок и др., а управленческие – участие технологов в обработке конструкций и деталей на технологичность.
В начале технологического проектирования всегда должны быть установлены следующие параметры: физико-механические свойства материала детали, конструктивно-технологические и технико-экономические характеристики.
Целью данного курсового проекта является закрепление, обобщение, углубление полученных знаний, приобретение практических навыков решения различных технологических задач, разработки технологической документации.
Курсовой проект включает в себя разработку маршрутно-операционной технологии механической обработки детали, подбор станочного приспособления, проведение необходимых расчетов.
В качестве объектов для разработки используются детали судовых дизелей, машин, механизмов, валопроводов и т. п.
1 Анализ исходных данных
1.1 Анализ рабочего чертежа и технологических условий
Чертеж детали не вызывает трудностей при чтении, глядя на него легко представить общий вид детали. Однако на чертеже отсутствуют некоторые необходимые размеры и их отклонения. В тоже время чертеж содержит полную информацию о параметрах шероховатости всех поверхностей. Приведенные на чертеже обозначения допусков на размеры, а также обозначения параметров шероховатости не соответствуют действующим стандартам. Исправленные в соответствии со стандартом обозначения проставлены на рабочем чертеже детали.
1.2 Конструктивно - технологический анализ детали
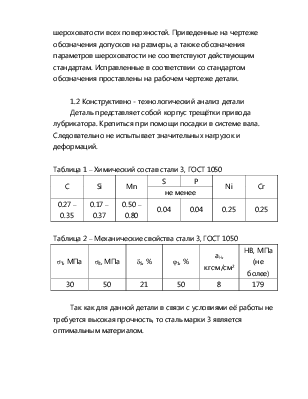
Деталь представляет собой корпус трещётки привода лубрикатора. Крепиться при помощи посадки в системе вала. Следовательно не испытывает значительных нагрузок и деформаций.
Таблица 1 – Химический состав стали 3, ГОСТ 1050
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
не менее |
||||||
|
0.27 – 0.35 |
0.17 – 0.37 |
0.50 – 0.80 |
0.04 |
0.04 |
0.25 |
0.25 |
Таблица 2 – Механические свойства стали 3, ГОСТ 1050
|
σТ, МПа |
σВ, МПа |
δS, % |
φ1, % |
aH, кгс∙м/см2 |
НВ, МПа (не более) |
|
30 |
50 |
21 |
50 |
8 |
179 |
Так как для данной детали в связи с условиями её работы не требуется высокая прочность, то сталь марки 3 является оптимальным материалом.
1.3 Оценка технологичности детали
Деталь имеет довольно непростую форму и небольшие габариты, имеется место труднодоступное для обработки. Поэтому требуются специальные приспособления. Трудности возникают при рассверливании отверстия под трубную резьбу, так как она располагается на стыке ребер шестигранника. Деталь имеет одно сквозное отверстие, два внутренних и канавку. Так же на рёбрах шестигранника имеются два отверстия под резьбу. Исходя из выше перечисленного, можно сделать вывод, что деталь вполне технологична.
1.4 Анализ условий производства, его тип и организационная форма
Деталь производится в механосборочном цехе судостроительно-судоремонтного завода. При данной форме организации производства предполагается наличие всего необходимого технологического оборудования для изготовления деталей различной степени сложности, а также соответствующая квалификация рабочих.
Определение типа производства
Тип производства определяем в зависимости от годовой программы выпуска деталей и их массы по таблице 3 стр.9 /1/.
Определение массы заготовки.
Масса заготовки определяется по формуле
![]()
где V- объем заготовки, см3
![]() - плотность материала заготовки, г/см3
,материал детали и заготовки Сталь3;
- плотность материала заготовки, г/см3
,материал детали и заготовки Сталь3;
Объем проката:
где d – диаметр проката, см
L – длина заготовки, см
 см3;
см3;

Масса готовой детали определяется по формуле:
![]()
где
![]() коэффициент использования материала,
принимаем
коэффициент использования материала,
принимаем ![]() ;
;
![]()
- масса детали – g= 1.05 кг
- годовая программа – N = 240 шт./ год.
Исходя из вышесказанного, тип производства – мелкосерийный.
Определение размера производственной партии
При серийном производстве размер производственной партии (серии) рассчитывается по формуле:

где N – годовая программа выпуска деталей, шт.;
a– число дней, на которое необходимо иметь запас деталей (определяется потребностью сборки; принимаем 5, 10 дней);
F – число рабочих дней в году (при двух днях отдыха можно принять – 253 дня).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.