Точность отсчёта до ![]()
5.4 выбор станочного приспособления
В качестве приспособления принимается накладной кондуктор с постоянной кондукторной втулкой, он представляет собой плоскую пластину, имеющую сквозное отверстие под установочный палец, который удерживает кондуктор от осевого смещения, и буртик, исключающий поворот кондуктора вокруг оси установочного пальца. С другой стороны в выверенном на необходимый размер положении вставлена кондукторная втулка, выполненная из материала У10 по ГОСТ 1435-54.
Кондуктор позволяет значительно снизить время, затраты на
сверление и делает его более точным, так как его применение позволяет исключить разметочную операцию и надёжно укрепить деталь.
Так же в качестве приспособления используется универсальная делительная головка 7036-0051 ГОСТ 8615-69. Её использование помогает при нарезании шестигранника и отверстий.
УДГ – приспособление, применяемое для поворота искомой детали на заданный угол, посредством регулирования механического привода.
6 Расчет режимов резания
Деталь обрабатывается в один проход
Расчет производится для точения
Исходные данные
T = 60 мин;
t = 3 мм;
s = 0,4 мм/об;
D = 82 мм;
l = 38мм;
При продольном и поперечном точении скорость резания, м/мин, рассчитывается по следующей эмпирической формуле
где Cv, m, xv, yv- эмпирические коэффициент и показатели степени для
стандартных условий обработки;
T - период стойкости резца, мин;
t - глубина резания, мм;
s - подача, мм/об;
kv - поправочный коэффициент, рассчитывается по формуле
![]()
где kMv - коэффициент, учитывающий влияние обрабатываемого материала;
kПv - коэффициент, учитывающий состояние поверхности заготовки;
kИv - коэффициент, учитывающий влияние инструментального материала;
kТ - коэффициент, учитывающий влияние периода стойкости резца.
![]()
 м/мин
м/мин
По расчетной скорости определяем требуемую частоту вращения шпинделя станка, мин-1
где v – расчетная скорость резания для всех операций, м/мин;
![]() -
диаметр обрабатываемой детали, мм;
-
диаметр обрабатываемой детали, мм;
 мин-1
мин-1
По паспортным данным станка подбираем ближайшее к расчетному, меньшее, паспортное значение частоты вращения шпинделя и определяем фактическую скорость резания, м/мин
 м/мин
м/мин
Расчёт силы резания (кгс)
![]()
где Cp, x, y, n - эмпирические коэффициент и показатели степени;
kp - поправочный коэффициент, учитывающий фактические условия
резания, вычисляется по формуле
![]()
где![]() - поправочный
коэффициент на обрабатывающий материал (табл 6.3 стр.90)
- поправочный
коэффициент на обрабатывающий материал (табл 6.3 стр.90)
![]() -
поправочный коэффициент на главный угол в плане резца (табл.6.14 стр.90)
-
поправочный коэффициент на главный угол в плане резца (табл.6.14 стр.90)
![]()
![]() 261.3
261.3
Мощность резания определяем по формуле
 кВт
кВт
С учетом потерь, мощность привода определяем как
где
![]() - к.п.д станка;
- к.п.д станка;
 кВт
кВт
При проверке условия ![]() , можно сделать вывод, что мощность привода
станка достаточная.
, можно сделать вывод, что мощность привода
станка достаточная.
7 Определение основного технологического времени
Основное время при токарной обработке определяется по формуле
где L–расчетная длина обработки поверхности, мм;
nст–частота вращения детали, об/мин;
Sст–подача, мм/об;
i–количество переходов, зависящее от припуска на механическую обработку, глубину резания и требуемого класса шероховатости.
Расчетная длина обработки при точении, мм
L = l + l1 + l2 ,
где l–действительная длина детали, мм;
l1–величина резания, мм;
l2–выход инструмента, мм.
![]()
![]()
где t–глубина резания, мм;
φ–главный угол резца в плане.
Схема для расчета T0 при точении показана на рисунке 3.
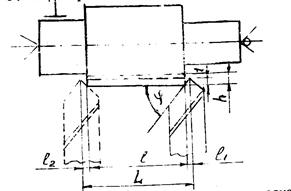
Рисунок 3 – Схема для расчетов основного (технологического) времени при точении.
![]() мм
мм
![]() мм
мм
![]()
 мм
мм
Норма штучного времени (с учетом количества переходов) определяется
![]()
Штучно-калькуляционное время определяется
где n – производственная партия, штук.
Расчеты ведутся в табличной форме
Таблица 4 – Сводная таблица затрат времени
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.