










Новосибирская Государственная Академия Водного Транспорта
КАФЕДРА ТЕХНОЛОГИИ МЕТАЛЛОВ и СУДОВОГО МАШИНОСТРОЕНИЯ
КУРСОВОЙ ПРОЕКТ
ПО ДИСЦИПЛИНЕ «ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ»
Расчетно – пояснительная записка
ТЕМА проекта: ПРОЕКТИРОВАНИЕ МНОГОМЕСТНОГО ПРИСПОСОБЛЕНИЯ С ПРИВОДОМ ДЛЯ ФРЕЗЕРОВАНИЯ ШПОНОЧНОГО ПАЗА.
Выполнил студент гр.Ст-5
Егоров Р.Ю.
Проверил Токарев А.О.
Новосибирск 2007 г.
СОДЕРЖАНИЕ
Введение……………………………………………………………………….. 4
1 Анализ исходных данных
1.1 Условия производства и программа выпуска изделий………………….5
1.2 Конструктивно-технологический анализ………………………………...5
1.3 Установление маршрута обработки……………………...………………5
1.4.Выбор оборудования и режущего инструмента………………..………..5
1.5 Характеристика материала обрабатываемой детали……………………6
2 Назначение приспособления
2.1 Обоснование необходимости использования приспособления для
выполнения заданной операции механической обработки………...……….6
3 Разработка рациональной схемы базирования
3.1 Схемы базирования………………………………………………………..7
4 Расчеты при проектировании и разработка общего вида
4.1 Расчет режима обработки………………………………………………....7
4.2 Точностной расчет…………………………………………...…….......….9
4.3 Расчет усилия зажима……………………………………………………11
4.4 Расчет привода……………………………………………………………12
4.5 Прочностной расчет элементов приспособления под действием сил...14
5 Описание приспособления
5.1 Состав приспособления………………………………………………….15
5.2 Описание принципа работы, настройки и т.д…………………………..15
Заключение……………………………………………………………………16
Используемая литература……………………………………...……………17
Приложение…………………………………………………………………...18
ВВЕДЕНИЕ
Основной целью данной работы является проектирование станочного приспособления, для фрезерования шпоночного паза. Приспособление должно обеспечивать как можно меньшую стоимость изготовления, не уменьшая и не ухудшая качество и точности изготовления детали, а также повысить производительность труда и условия производства. Что особенно важно в сложившейся в наше время экономической ситуации.
1 Анализ задания исходных данных
1.1 Условия производства и программа выпуска изделий
По заданию, фрезерование шпоночного паза будет производиться в механическом цехе ССРЗ. Фрезерование шпоночного паза в этих условиях возможно, т.к. для выполнения заданной операции необходим вертикально – фрезерный станок, который имеется практически в любых условиях производства.
Будем считать наше производство мелкосерийным, т.к. количество фрезерованных шпоночных пазов, будет являться количеством выпускаемых деталей - 30 штук в месяц.
1.2 Конструктивно технологический анализ
По конструкции деталь симметрична относительно своей оси, и имеет один шпоночный паз. Следовательно деталь технологична и изготовить ее возможно.
Для фрезерования шпоночного паза целесообразно использовать специальное приспособление, которое облегчит труд станочника и ускорит процесс производства.
1.3 Установление маршрута обработки
005 Заготовительная
010 Токарная
015 Фрезерная
020 Контрольная
1.4.Выбор оборудования и режущего инструмента
Для выполнения операции заданной операции выбираем вертикально – фрезерный станок 6Р10.
Характеристика данного станка представлена в таблице 1.
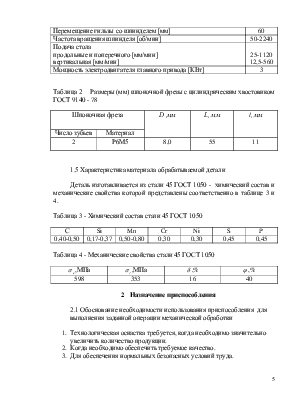
Таблица 1 – Характеристика станка 6Р10
|
Наибольшее перемещение стола продольное [мм] поперечное [мм] вертикальное [мм] |
500 160 300 |
|
Перемещение гильзы со шпинделем [мм] |
60 |
|
Частота вращения шпинделя [об/мин] |
50-2240 |
|
Подача стола продольные и поперечного [мм/мин] вертикальная [мм/мин] |
25-1120 12,5-560 |
|
Мощность электродвигателя главного привода [КВт] |
3 |
Таблица 2 Размеры (мм) шпоночной фрезы с цилиндрическим хвостовиком ГОСТ 9140 - 78
|
Шпоночная фреза |
D ,мм |
L, мм |
l, мм |
|
|
Число зубьев |
Материал |
|||
|
2 |
Р6М5 |
8,0 |
55 |
11 |
1.5 Характеристика материала обрабатываемой детали
Деталь изготавливается из стали 45 ГОСТ 1050 - химический состав и механические свойства которой представлены соответственно в таблице 3 и 4.
Таблица 3 - Химический состав стали 45 ГОСТ 1050
|
С |
Si |
Mn |
Cr |
Ni |
S |
P |
|
0,40-0,50 |
0,17-0,37 |
0,50-0,80 |
0,30 |
0,30 |
0,45 |
0,45 |
Таблица 4 - Механические свойства стали 45 ГОСТ 1050
|
|
|
|
|
|
598 |
353 |
16 |
40 |
2 Назначение приспособления
2.1 Обоснование необходимости использования приспособления для
выполнения заданной операции механической обработки
1. Технологическая оснастка требуется, когда необходимо значительно увеличить количество продукции.
2. Когда необходимо обеспечить требуемое качество.
3. Для обеспечения нормальных безопасных условий труда.
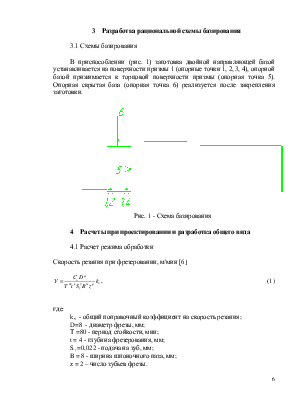
3 Разработка рациональной схемы базирования
3.1 Схемы базирования
В приспособлении (рис. 1) заготовка двойной направляющей базой устанавливается на поверхности призмы 1 (опорные точки 1, 2, 3, 4), опорной базой прижимается к торцовой поверхности призмы (опорная точка 5). Опорная скрытая база (опорная точка 6) реализуется после закрепления заготовки.
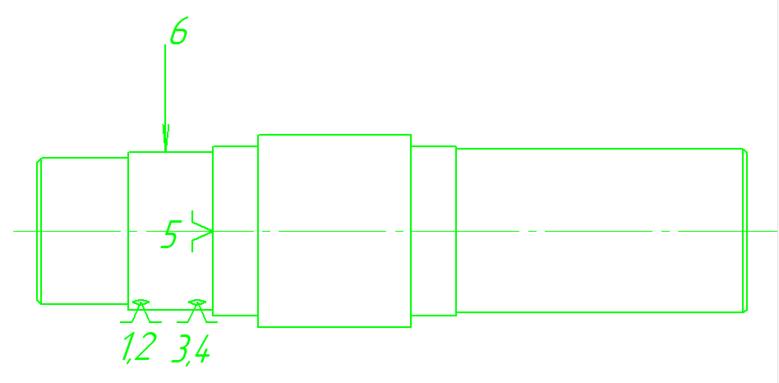
Рис. 1 - Схема базирования
4 Расчеты при проектировании и разработка общего вида
4.1 Расчет режима обработки
Скорость резания при фрезеровании, м/мин [6]
 ,
(1)
,
(1)
где:
kv - общий поправочный коэффициент на скорость резания;
D=8 - диаметр фрезы, мм;
Т =80 - период стойкости, мин;
t = 4 - глубина фрезерования, мм;
S![]() =0,022 - подача на зуб, мм;
=0,022 - подача на зуб, мм;
B = 8 - ширина шпоночного паза, мм;
z = 2 – число зубьев фрезы.
коэффициенты и степени скорости резания при обработке материалов осевым режущим инструментом приведены в таблице 5.
![]() , (2)
, (2)
Таблица 5 - Коэффициенты и степени при обработке стали
|
Сv |
12 |
u |
0 |
|
q |
0,3 |
p |
0 |
|
x |
0,3 |
Kмv |
1,23 |
|
y |
0,25 |
Knv |
1 |
|
m |
0,26 |
Kuv |
1 |
![]() ;
;
 м/мин.
м/мин.
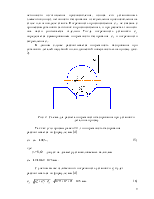
Сила резания при фрезеровании, Н [6]
 ,
(3)
,
(3)
где:
Значения показателей степени в формуле (3) приведены в табл. 6. [6]
Таблица 6 - Значения коэффициентов и показателей степени
|
Cp |
62,8 |
|
x |
0,86 |
|
y |
0,72 |
|
u |
1 |
|
q |
0,86 |
|
w |
0 |
 H.
H.
Определяем мощность резания, кВт [ ]
 кВт.
(4)
кВт.
(4)
4.2 Точностной расчет
Обрабатываемые детали в любой стадии обработки и в готовом виде имеют отклонения от геометрически точной формы и номинальных размеров, заданных чертежом. Эти отклонения (погрешности) должны лежать в пределах заданных допусков.
Погрешности установки, связанные с базированием, закреплением и неточностью, приспособлений, оказывают прямое влияние на пространственные отклонения, т. е. на отклонения координирующих размеров и соотношений, и не оказывают влияния на отклонения размеров и формы отдельных поверхностей (в частности, диаметральных размеров
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.