Выбор оборудования и инструмента для разрабатываемой детали
Для фрезерования лыски на детали выбираем вертикально - фрезерный консольный станок 6Т104.
Таблица 3- Характеристики станка 6Т104
|
Рабочая поверхность стола, мм |
160x630 |
|
Наибольшее перемещение стола: Продольное Поперечное Вертикальное |
400 160 320 |
|
Число ступеней частоты вращения шпинделя |
12 |
|
Частота вращения шпинделя, об/мин |
63-2800 |
|
Число ступеней подач |
12 |
|
Подачи стола, мм/мин: продольная и поперечная |
11,2-500 |
|
Скорость быстрого перемещения стола мм/мин: продольная и поперечная |
3800 |
|
Мощность главного электродвигателя, кВт |
2,2 |
|
Габаритные размеры: Длина Ширина Высота |
1250 1205 1630 |
3 Выбор режущего и измерительного инструмента
1) Фреза концевая с цилиндрическим хвостовиком со вставными ножами Т15К6 ГОСТ 17025-71
Таблица 4-Характеристика концевой фрезы
|
Наименование |
Значение |
|
Внешний диаметр, d , мм Общая длина, L , мм Длина рабочей части , l , мм Число зубьев , z , шт |
10 72 22 4 |
2) Штангенциркуль ШЦ-IГОСТ 166-80 с пределами измерения 0-125мм и точностью отсчета 0,1 мм.
4 Расчёт режимов резания
Основными элементами режимов резания являются:
-глубина резания t, мм;
-подача Sz, мм/зуб;
-скорость резания V, м/мин;
- частота вращения n, об/мин;
-сила резания Pz, Н;
-потребная мощность N ,кВт.
4.1 Выбор параметров резания
Глубина резания: t = 3 мм.
Подачу выбираем с учётом механических свойств обрабатываемого материала (Сталь 35), требуемого класса шероховатости обрабатываемой
поверхности, типа и прочности режущего инструмента и т.д. Величина выбранной подачи на один зуб равна Sz = 0,01 мм/зуб.
Период стойкости для выбранного режущего инструмента - период его работы до затупления для концевой фрезы составляет 100 мин.
4.2 Расчёт скорости резания
![]()
где D - диаметр фрезы, мм; D = 10мм;
Т - период стойкости инструмента; Т = 100 мин;
![]() - ширина фрезерования, мм;
- ширина фрезерования, мм; ![]() = 10 мм;
= 10 мм;
Z - количество зубьев фрезы, Z = 4;
Sz - подача на один зуб фрезы, мм/зуб; Sz = 0,01мм/зуб;
К -поправочный коэффициент.
Коэффициенты данного режима:
Cv=234; qV=0,44; хV=0,24; уV=0,26; uV=0,1; pV=0,1; mV=0,37
Поправочный коэффициент:
![]()
где KMV - коэффициент, учитывающий влияние материала заготовки; принимаем KMV =0,533;
КПV - коэффициент, учитывающий состояние поверхности заготовки, принимаем КПV =0,9;
КUV - коэффициент, учитывающий материал режущей части инструмента;
принимаем КUV =1.
Скорость резания:
![]()
 м/мин.
м/мин.
Сила резания при фрезеровании
 ,
,
где С р = 12,5 - коэффициент, учитывающий условия резания,
t= 4 - глубина резания, мм;
Вф - ширина фрезерования, мм; Вф = 10мм;
D- диаметр фрезы, 10 мм;
Z - количество зубьев фрезы, Z =4;
Sz- подача на один зуб фрезы, мм/зуб; Sz = 0,01мм/зуб;
хр=0.85;ур=0.75; uр=1; qp=0.73;wp=-0.13; Кмp=0.8
n-число оборотов фрезы, мин-1,
n= ,
,
n= =2936 мин-1;
=2936 мин-1;
 ,
,
Определяется крутящий момент на шпинделе, Нм
 ,
,
 Нм
Нм
Определяется эффективная мощность, кВт
![]()
 ,
,
 кВт
кВт
С учетом потерь, мощность привода определяем как
 ,
,
где ![]() =0,85-кпд станка,
=0,85-кпд станка,
 кВт
кВт
![]() Nпр=0,4<Nпасп=2,2,
кВт , следовательно, процесс резания возможен.
Nпр=0,4<Nпасп=2,2,
кВт , следовательно, процесс резания возможен.
![]() Коэффициент использования станка по
мощности
Коэффициент использования станка по
мощности
 ,
,
Основное технологическое время
 ,
,
 мин
мин
Все полученные данные соответствуют характеристикам выбранного станка.
5 Конструирование и расчёт приспособления
5.1 Принцип действия приспособления
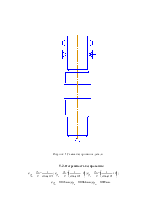
Приспособление применяется при фрезеровавнии лыски и предназначено для базирования заготовок наружной цилиндрической поверхностью (двойная направляющая база; опорные точки 1, 2, 3, 4), плоскостью (опорная база; опорная точка 5) и закрепления заготовки силой P1 и Р2
В приспособлении заготовка двойной направляющей базой устанавливается на поверхность призм (опорные точки 1, 2, 3, 4) , опорной базой корпус приспособления (опорная точка 5). Закрепление производится с помощью эксцентрикого зажима.
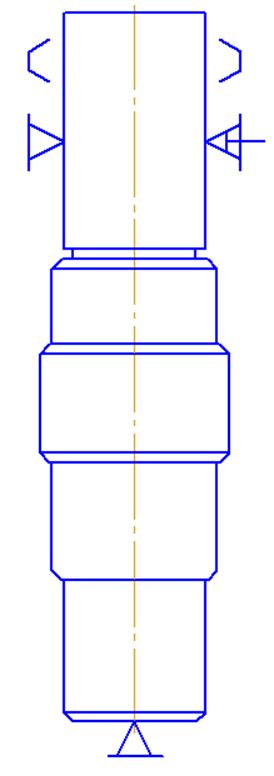
Рисунок 1-Схема базирования детали
5. 2. Погрешность базирования
 ;
;  ;
; ;
;
![]() мм;
мм;![]() мм;
мм;![]() мм.
мм.
5. 3. Определение потребного усилия зажима
Исходя из известного значения Pz,
Значение коэффициента надежности К следует выбирать дифференцированно в зависимости от конкретных условий выполнения операции и способа закрепления заготовки. Его величину можно представить как произведение частных коэффициентов, каждый из которых отражает влияние определенного фактора:
![]()
К0 – гарантированный коэффициент запаса надежности закрепления, К0 = 1,5;
К1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках;
К1 = 1,2 – для черновой обработки;
К1 = 1,0 – для чистовой обработки;
К2 – коэффициент, учитывающий увеличение силы резания вследствие затупления инструмента.
К3 – коэффициент, учитывающий увеличение силы резания при прерывистом резании, К3 = 1,2;
К4 – учитывает непостоянство зажимного усилия;
К4 = 1,3 – для ручных зажимов;
К5 – учитывает степень удобства расположения рукояток в ручных зажимах;
· К5 = 1,2 – при диапазоне угла отклонения рукоятки 900;
· К5 = 1,0 – при удобном расположении и малой длине рукоятки;
![]()
6.Экономика
![]() Э=>P
Э=>P
Где Э- экономия от внедрения;
Р- затраты на приобретение приспособления.
![]()
Где ∆Т – время которое экономит наше приспособление;
αм – стоимость станкоминуты, 2,97 руб/мин.;
N – месячная программа 100ед.;
G – число месяцев (5 лет= 60месяцев).
![]() руб.
руб.
Заключение
Завершив самостоятельный курсовой проект, можно сделать вывод, что поставленная технологическая задача выполнена в объеме задания и соответствует техническим требованиям. Разработанная оснастка технологична, не имеет сложных в изготовлении деталей, позволяет значительно сократить время на установку детали при фрезеровании лыски на горизонтально-фрезерном станке.
Применение приспособления в данной технологической операции экономически выгодно и повышает точность изготовления детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.