Министерство образования Республики Беларусь
Учреждение образования “Гомельский государственный технический университет имени П.О.Сухого”
Кафедра: “Технология машиностроения”
Пояснительная записка
к курсовому проекту по курсу “Размерный анализ технологических процессов”
на тему: “Разработка процесса изготовления детали “Втулка” с размерным анализом чертежа детали и технологического процесса ее изготовления”
Выполнил:
Студент группы ТМ-41 Кирдун П.А.
Принял преподаватель:
Быстренков В.М.
Гомель 2012
СОДЕРЖАНИЕ
Введение
1. Размерный анализ чертежа детали и обработка ее на технологичность
2. Выбор маршрута обработки отдельных поверхностей.
3. Выбор заготовки
4. Выбор технологических баз
5. Обоснование принятого маршрута в целом
6. Размерный анализ технологического процесса
Выводы
Литература
Приложение
ВВЕДЕНИЕ
Научно-технологический процесс в машиностроении в значительной степени определяет развитие и совершенствование всех отраслей промышленности, научного и сельского хозяйства. Важнейшими условиями научно-технологического процесса является рост производительности труда, повышение эффективности производства и улучшение качества продукции.
Совершенствование технологических методов изготовления машин изготовления машин за счет внедрения и применения прогрессивных высокопроизводительные методы обработки, обеспечивающих высокую точность и качество поверхностей повышающих ресурсы работы деталей машин в целом, эффективное использование современных автоматических машин и станков с ЧПУ, ЭВМ и другой техники, применение навыков эффективности форм организации и экономики производственных процессов. Все это направлено на решение таких задач, как повышение экономической эффективности производства, качества, надежности и экономичности выпускаемой продукции.
Целью курсового проектирования является проверка приобретенных навыков на практике. При этом решается большой комплекс инженерных задача.
Курсовой проект включает в себя разработку технологического процесса изготовления детали с размерным анализом чертежа детали.
1. РАЗМЕРНЫЙ АНАЛИЗ ЧЕРТЕЖА ДЕТАЛИ И ОБРАБОТКА ЕЕ НА ТЕХНОЛОГИЧНОСТЬ
Чертеж детали представлен на рисунке 1.
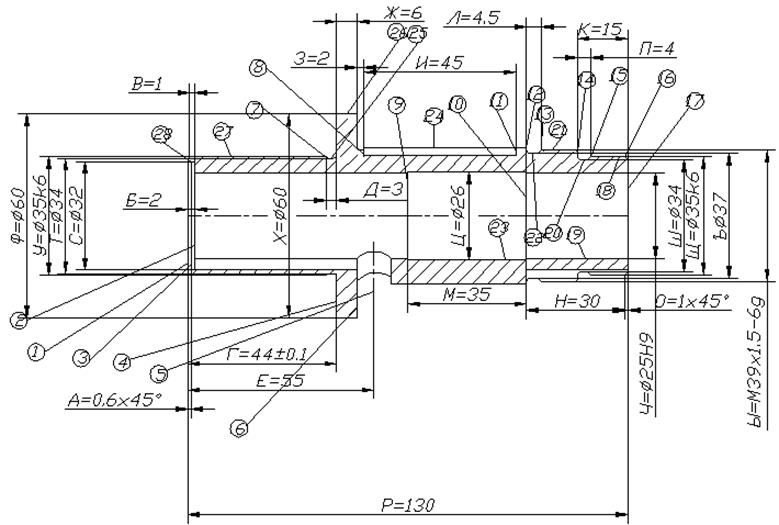
Рисунок 1 – Чертеж детали.
Размерный анализ начинается с чертежа детали и его проверки. В каждой из проекций чертежа размеры располагают горизонтально. Поэтому число проекций должно быть достаточным, чтобы условие было выполнено. Для данного случая достаточным является выполнение двух проекций (рисунок 2). В первой проекции число поверхностей, связанных продольными размерами оказалось 17.
Из проекции видно, что чертежных размеров на единицу меньше, чем число поверхностей и осевых линий. Следовательно, условие выполняется.
Преобразуем чертеж во второй проекции (по диаметральным размерам) (Рисунки 3, 4).
Из проекции видно, что число всех связей на единицу меньше, чем число осей на сетке преобразованного чертежа. Следовательно, преобразование чертежа по диаметральным размера произведено верно.
Следовательно можно сделать вывод: размерная цепь составлена верно, на чертеже верно расставлены и учтены все размеры.
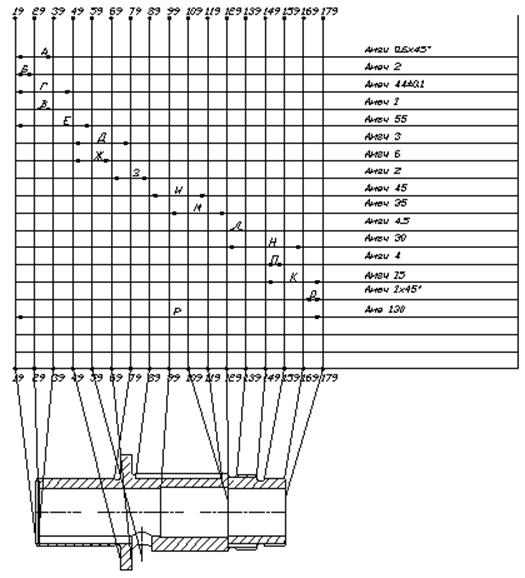
Рисунок 2 – Преобразованный чертеж детали (первая проекция).
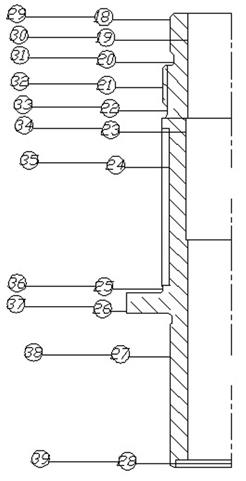
Рисунок 3 – Преобразованный чертеж детали (вторая проекция).
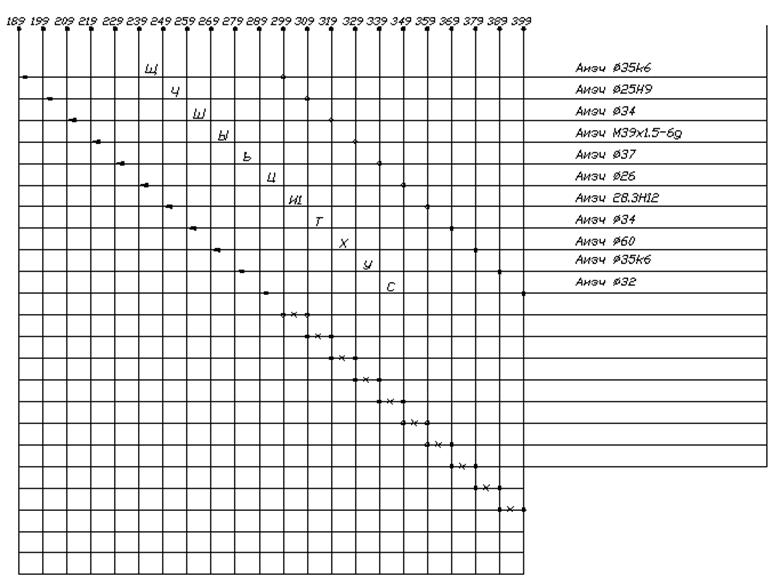
Рисунок 3 – сетка второй проекции преобразованного чертежа детали.
2. ВЫБОР МАРШРУТА ОБРАБОТКИ ОТДЕЛЬНЫХ ПОВЕРХНОСТЕЙ
Маршруты обработки отдельных поверхностей следующие:
- цилиндрическая поверхность Ø35k6 Ra1.6 имеет следующий маршрут обработки:
черновое точение, чистовое точение, круглошлифование.
-резьбовая поверхность M39x1.5-6gRa3.2имеет следующий маршрут обработки:
черновое точение, чистовое точение,нарезание резьбы.
-отверстие Ø26 имеет следующий маршрут обработки: сверление отверстия, зенкерование отверстия, развертывание отверстия, растачивание отверстия.
- поверхность Ø32 имеет следующий вид обработки: сверление отверстия, растачивание отверстия.
- остальные поверхности выполняются однократной обработкой.
3. ВЫБОР ЗАГОТОВКИ
На Ø60; Ra=6.3
-диаметр заготовки после чернового точения
60+1.1=61.1 мм
-диаметр заготовки:
61.1+3.5=64.6 мм
Принимаем диаметр заготовки 65 мм на Ø40h6;
-диаметр заготовки после чистового точения
40+0.3=40.3 мм;
-диаметр заготовки после чернового точения
40.3+1.1=41.4 мм;
-диаметр заготовки
41.4+3.5=44.9 мм
Принимаем диаметр заготовки 45 мм.
Припуск на торцевые поверхности – 2мм.
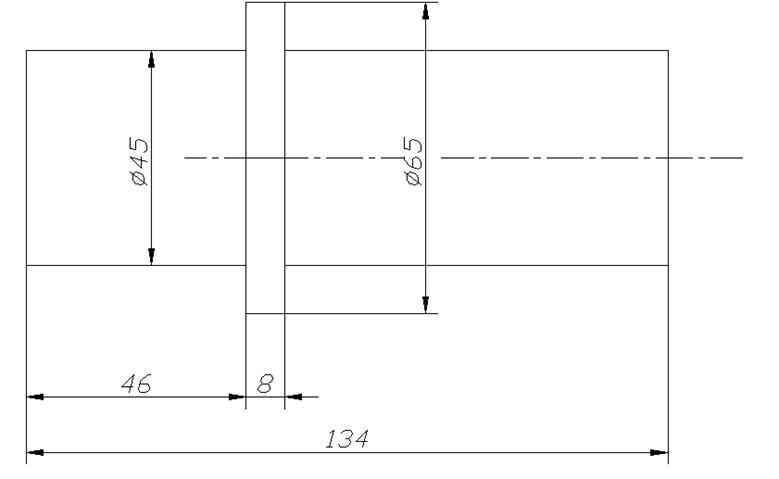
Рисунок 4 – Эскиз заготовки
4. ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
В нашем случае черновой базой будет служить наружная поверхность Ø и правый торец заготовки. Токарную обработку, резьбонарезание осуществляем при установке заготовки в центрах. При фрезеровании шпоночных пазов установку заготовки осуществляем в “призму”, то есть в качестве баз используются цилиндрические поверхности Ø35.5-0.062 и правый торец заготовки.
При шлифовании устанавливаем заготовку в центровых отверстия.
При базировании в центрах обеспечивается соосность посадочных поверхностей и перпендикулярность их к оси вала. Так же базирование заготовки в центрах оказывает большое влияние на радиальное и торцевое биение. Это влияние обеспечивает в отсутствии погрешности установки от смещения заготовки в радиальном направлении относительно оси вращения и от смещения заготовки вдоль оси, что можно наблюдать при базировании заготовки по наружной поверхности вращения с установкой в патроне или цанге. Таким образом базирование в центрах повышает точность обработки и не влияет на припуск на обработку.
Присверление отверстия Ø25 заготовку устанавливаем в кондукторе по поверхности Ø40.5-0.062 с упором в торец поверхности Ø60. Данная установка обеспечит соосность оси вала и отверстия, а так же перпендикулярность торцевых поверхностей.
При сверление отверстия Ø10 заготовку устанавливаем в кондукторе по торцевым поверхностям с упором по поверхности Ø35.5-0.062. Данная установка обеспечит перпендикулярность оси вала и обрабатываемого отверстия.
5. ОБОСНОВАНИЕ ПРИНЯТОГО ВЫБОРА
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.