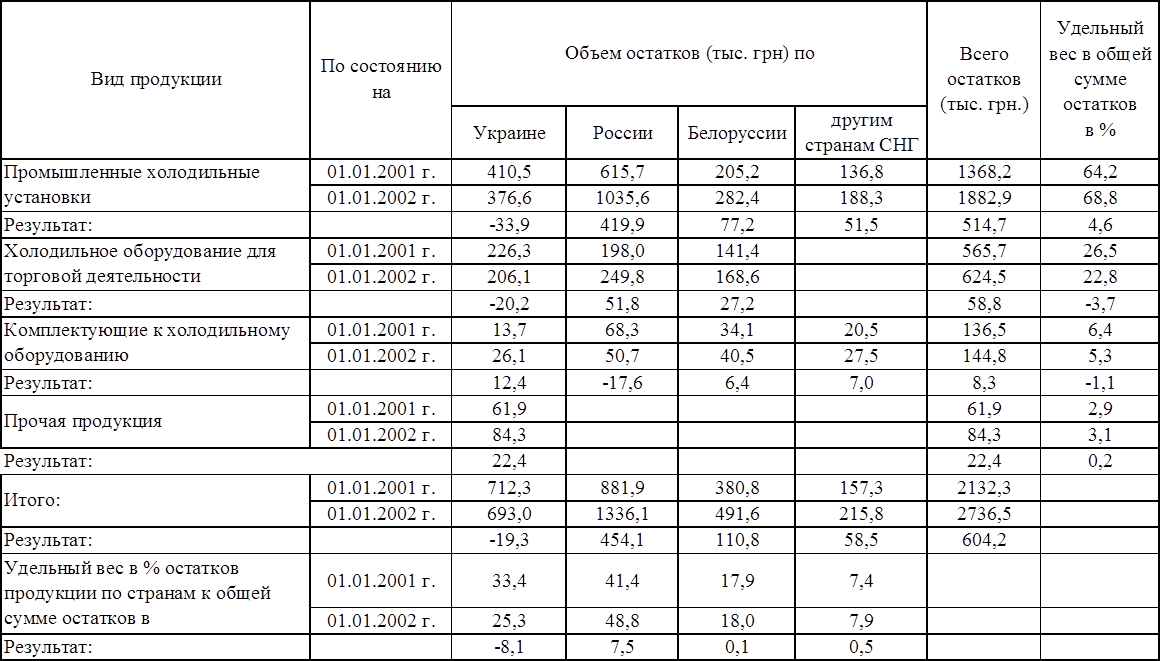
- объем холодильного оборудования для торговой деятельности составил 624,5 тыс. грн. или 22,8% общего объема остатков и уменьшился на 58,8 тыс. грн. по сравнению с уровнем на 01.01.2001 г.;
- остатки комплектующих к холодильному оборудованию составил 144,8 тыс. грн. или 5,3% общего объема остатков; против уровня на 01.01.2001 г. они уменьшились на 8,3 тыс. грн.;
- объем прочей продукции составил 84,3 тыс. грн. или 3,1% общего объема остатков и увеличился на 22,4 тыс. грн. по сравнению с уровнем на 01.01.2001 г.
Из общей суммы остатков готовой продукции, находящейся на СГИ по состоянию на 01.01.2002 г. остатки по странам составили:
- по Украине – 693 тыс. грн. или 25,3% общего объема остатков и уменьшились против уровня на 01.01.2001 г. на 19,3 тыс. грн.;
- по России – 1336,1 тыс. грн. или 48,8% общего объема остатков и увеличились против уровня на 01.01.2001 г. на 454,1 тыс. грн.;
- по Белоруссии – 491,6 тыс. грн. или 18% общего объема остатков и увеличились против уровня на 01.01.2001 г. на 110,8 тыс. грн.;
- по другим странам СНГ – 215,8 тыс. грн. или 7,9% общего объема остатков и увеличились против уровня на 01.01.2001 г. на 58,5 тыс. грн.
Учитывая, что план производства товарной продукции на 2001 составлял 10425 тыс. грн., а остатки готовой продукции на СГИ на 01.01.2002 г. оказались равными 2736,5 тыс. грн. или 26,2% плана товарной продукции, можно сделать вывод о том, что такой объем остатков готовой продукции негативно влияет на стабилизацию финансового состояния предприятия.
Анализ остатков готовой продукции показывает, что имеет место большой временной разрыв между поступлением продукции на СГИ и реализацией (оплатой) ее заказчиками. Руководство предприятия и отдел маркетинга не принимают кардинальных мер по уменьшению остатков готовой продукции, поиску новых заказчиков. Работа цехов организована преимущественно по принципу «выталкивания», то есть сначала осуществляется производство продукции на склад, а уже затем ведется поиск потребителей и заключение с ними договоров. Отсутствие координации в деятельности производственной и сбытовой подсистем АО «Спекс» приводит к увеличению остатков готовой продукции на складе готовых изделий и в конечном счете отражается на результативности и финансовом состоянии фирмы.
Таблица 2.1.
Основные технико-экономические показатели работы АО «Спекс» в 2001 году
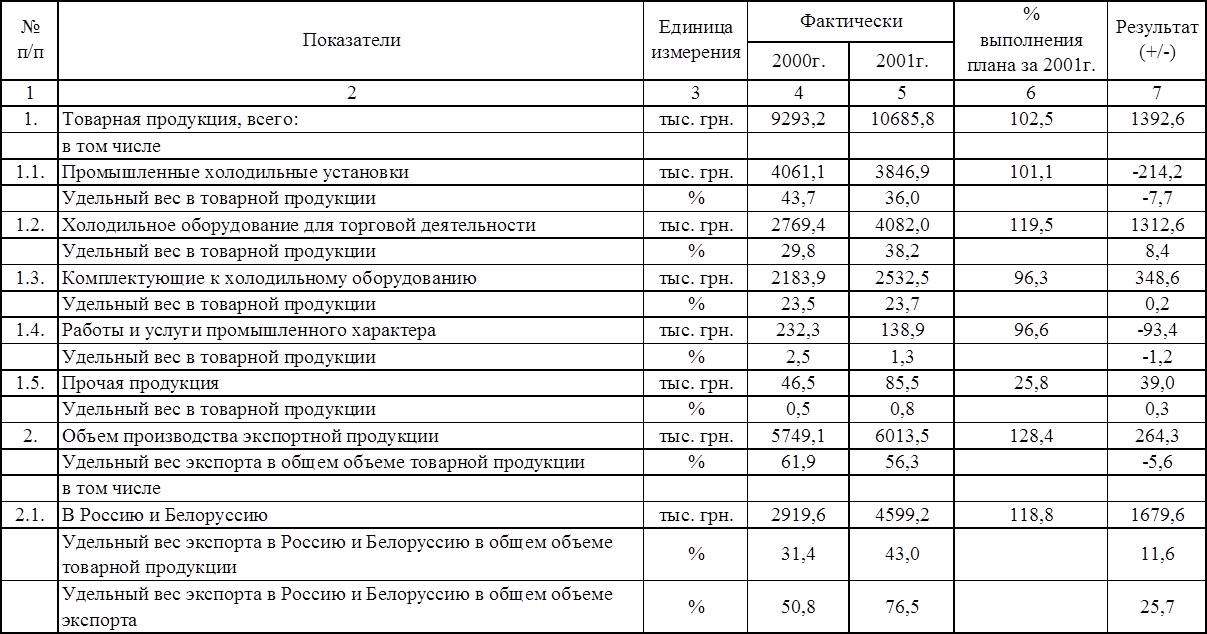
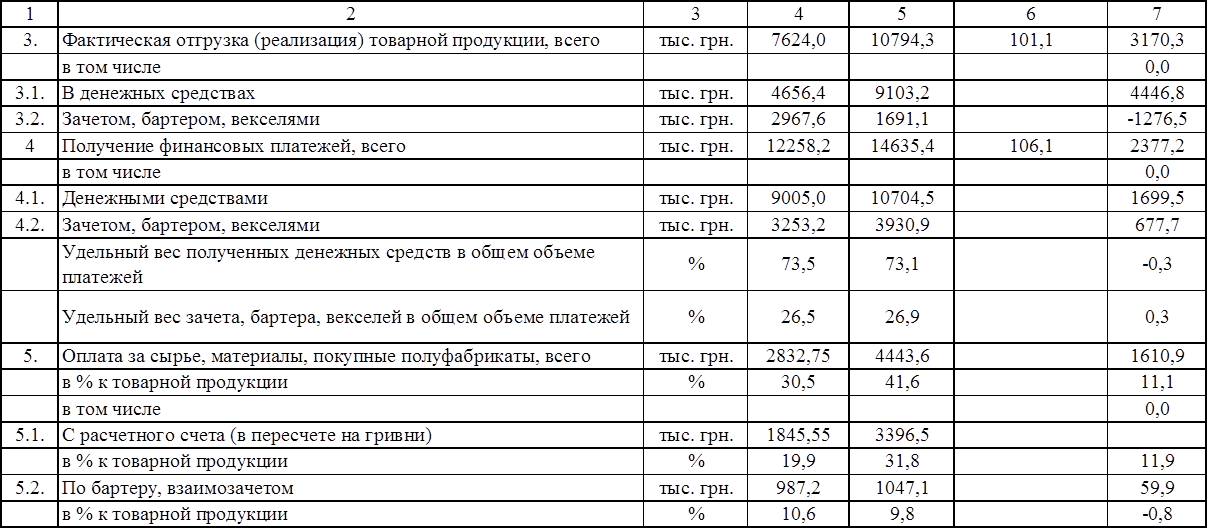
Таблица 2.2.
Динамика состава незавершенного производства за 2000-2001 г.г.
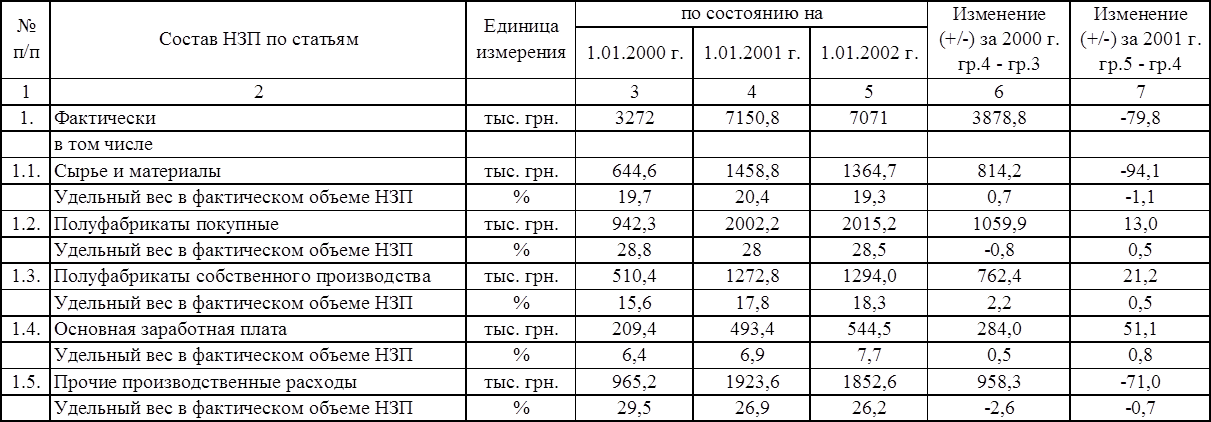
Таблица 2.3.
Изменение остатков готовой продукции на СГИ
3. Анализ организационно-технического уровня производства
3.1. Производственные возможности предприятия
Заготовительный, механообрабатывающий, сварочный, сборочно-испытательный и другие производственные цехи (ремонтно-механический, инструментальный и автотранспортный) территориально расположены на производственных площадках общей площадью около 3 га и оснащены необходимым современным универсальным и специальным технологическим оборудованием, позволяющим изготавливать в год от 7 до 9 тысяч единиц различного холодильного оборудования.
АО «Спекс» располагает всем комплексом средств труда, позволяющих организовать высокопроизводительный и качественный выпуск конечной продукции.
О производственных возможностях предприятия можно судить по наличию в его цехах:
Ø станков с числовым программным управлением «TRUMATIC» (Германия);
Ø токарных станков для обработки по управляющим программам отечественного производства;
Ø токарно-карусельных станков;
Ø токарно-копировальных станков;
Ø расточных станков;
Ø сверлильных станков;
Ø фрезерных станков
Цехи оснащены электротельферами грузоподъемностью 10 тонн.
Порезка листового проката толщиной 1-20 мм выполняется на линии газовой резки, оснащенной машинами с ЧПУ.
Имеются специализированные вальцы для гиба листового материала толщиной от 1 мм до 20 мм (максимальная ширина листа – до 2500 мм).
Специальные сварочные стенды используются для автоматической сварки в среде защитных газов и под слоем флюса кольцевых и продольных швов.
В заготовительном цехе установлены гидравлические прессы и штампы, позволяющие получать заготовки, близкие по своей форме и размерам к будущим деталям.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.