Тема 8. Организационно-технологическое построение процесса производства швейного потока.
1. Подбор и компоновка технологических операций в организационные.
2. Разработка организационно-технологической схемы потоков.
1. Технологическая схема потока является основным документом для проектирования потока.
На основании графа процесса и предварительного расчета потока проводится формирование компоновки неделимых операций в организацион-ные, соблюдая указанные условия согласования и особенности комплектова-ния операций в зависимости от различных организационных форм.
Наиболее важным моментом в процессе комплектования технологических операций в организационные является сохранение технологических связей процесса изготовления изделия, его структуры.
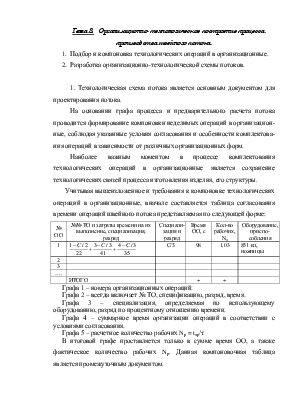
Учитывая вышеизложенное и требования к компоновке технологических операций в организационные, вначале составляется таблица согласования времени операций швейного потока представляемая по следующей форме:
|
№ ОО |
№№ ТО и затраты времени на их выполнение, специализация, разряд |
Специали-зация и разряд |
Время ОО, с |
Кол-во рабочих, Np |
Оборудование, приспо-собления |
|
1 |
|
С/3 |
98 |
1,03 |
851 кл, ножницы |
|
2 |
|||||
|
3 |
|||||
|
…. |
|||||
|
ИТОГО |
+ |
+ |
Графа 1 – номера организационных операций.
Графа 2 – всегда включает № ТО, спецификацию, разряд, время.
Графа 3 – специализация, определяемая по использующему оборудованию, разряд по процентному отношению времени.
Графа 4 – суммарное время организации операций в соответствии с условиями согласования.
Графа 5 – расчетное количество рабочих Np = top/τ
В итоговой графе проставляется только в сумме время ОО, а также фактическое количество рабочих Np. Данная компоновочная таблица является промежуточным документом.
2. Разработка организационно-технологических схем потоков
На основе таблицы согласования времени операций и технологической последовательности составляется организационно-технологическая схема потока (ОТС).
Оформление ОТС потока производится в зависимости от способа запуска моделей в поток.
Рассмотрим возможные варианты.
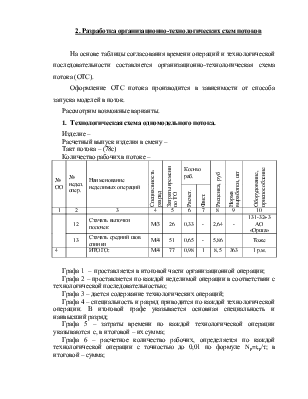
1. Технологическая схема одномодельного потока.
Изделие –
Расчетный выпуск изделия в смену –
Такт потока – (78с)
Количество рабочих в потоке –
|
№ ОО |
№ недел. опер. |
Наименование неделимых операций |
Специальность разряд |
Затраты времени по ТО |
Кол-во раб. |
Расценка, руб |
Норма выработки, шт |
Оборудование, приспособление |
|
|
Расчет. |
Факт. |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
12 |
Стачать выточки полочек |
М/3 |
26 |
0,33 |
- |
2,64 |
- |
131-32+3 АО «Орша» |
|
|
13 |
Стачать средний шов спинки |
М/4 |
51 |
0,65 |
- |
5,86 |
Тоже |
||
|
4 |
ИТОГО: |
М/4 |
77 |
0,98 |
1 |
8,5 |
363 |
1 р.м. |
|
Графа 1 – проставляется в итоговой части организационной операции;
Графа 2 – проставляется по каждой неделимой операции в соответствии с технологической последовательностью;
Графа 3 – дается содержание технологических операций;
Графа 4 – специальность и разряд приводится по каждой технологической операции. В итоговой графе указывается основная специальность и наивысший разряд;
Графа 5 – затраты времени по каждой технологической операции указываются с, в итоговой – их сумма;
Графа 6 – расчетное количество рабочих, определяется по каждой технологической операции с точностью до 0,01 по формуле Np=tтp/τ; в итоговой – сумма;
Графа 7 – фактическое количество рабочих, определяется округлением суммарного расчетного количества рабочих до целого и проставляется в итоговой графе;
Графа 8 – расценка (руб), приводится по каждой технологической операции и в итоговой графе указывается их сумма.
Определяется расценка по формуле:
Р=СТСi∙tто;
СТСi![]() - секундная тарифная
ставка соответствующего разряда
- секундная тарифная
ставка соответствующего разряда
tто – время выполнения ТО, сек.
1) Определим СТС 1 - разряда:
СТС = [мин.мес.зарплата] / [время раб. в месяц (сек.)] = 4300 / 24*8*3600 = 0,0062 р
2) Определим СТСi последующих разрядов:
СТСi = СТС1р∙ ТКip
ТКip берется из тарифной сетки оплаты труда.
|
Разряд |
I |
II |
III |
IV |
V |
|
Тарифный коэффициент |
1,00 |
1,4 |
1,8 |
2,2 |
2,7 |
Графа 9 – норма выработки, определяется как частное от деления Rсм на время организационной операции (toо):
HВ = Rсм / toо
Графа 10 – указывается класс и тип оборудования, фирма и страна изготовитель инструмента или приспособления. В итоговой графе указывается количество рабочих мест.
а) В ОТС по секциям и по потоку в целом приводится суммы
ЗВ, Кр, Кф, ρ , Кр.м.
б) При выделении отделочного цеха составляется отдельная схема разделения труда.
2. Технологическая схема многомодельного потока с ПАЗ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.