Кtc - коэффициент многостаночного обслуживания
Кφ - коэффициент зависящий от угла в плане φ
Кv - коэффициент зависящий от радиуса при вершине резца
Сила резания

Мощность резания

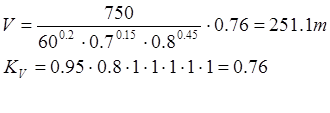
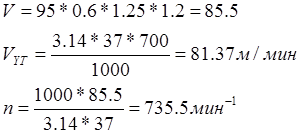
Частота вращения
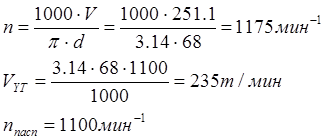
3. Рассверливание до ¢26мм
t= 2mm
Sпасп=0,8мм/об
V=18∙0.7∙1.15∙1=14.5
4. Снятие фасок
Операция 040
1. Подрезка торца
T=2мм S0=0.2мм/об
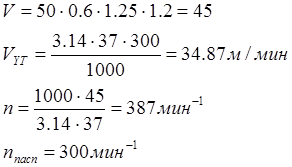
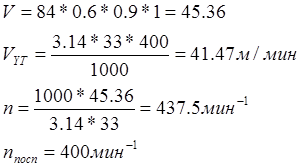
2. Точение до ¢33мм
T=2мм S0=0.4мм/об
![]()
![]()
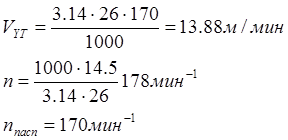
3. Снятие фаски 0.5x450
t=0.5mm S0=0.1мм/об
Операция 050
1. Подрезка торца
t= 0.5mm S0=0.2мм/об
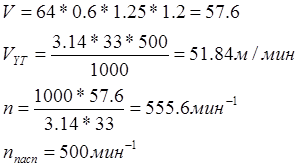
2. Точение до ¢31мм
t= 1mm S0=0.6мм/об
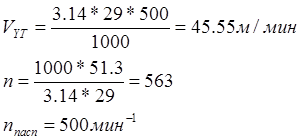
3. Растачивание до ¢29мм
t= 1.5мм S0=0.4мм/об
V=95*0.6*0.9*1=51.3
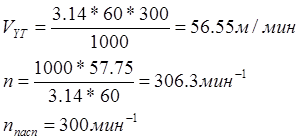
4. Точение канавки (в=8мм)
t= 15мм S0=0.2мм/об
V=77*0.6*1.25*1=57.75
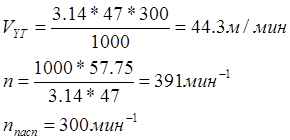
5. Точение канавки (в=15мм)
t= 11мм S0=0.2мм/об
V=77*0.6*1.25*1=57.75
Операция 060
S=0.025 V=50
N=235мин-1
Операция 070
1. Растачивание до ¢58мм
T=2мм ; i=7 ; S0=0.2мм/об
V=92*0.6*1.25*0.85=58.65
![]()
T=0.5мм ; i=1 ; S0=0.3мм/об
V=96*0.6*1.25*0.85=61.2
![]()
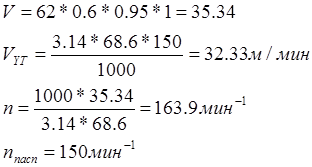
2. Точение 2 канавок .н
T=3мм ; S0=0.3мм/об
V=68*0.6*0,95*1=38,76
![]()
Полученные режимы резания сводим в таблицу
Таблица 4
|
№ |
Наименование операции |
Переход |
D/B мм |
L мм |
t мм |
i мм |
S Мм/об |
V |
|
030 |
Токарная с ЧПУ |
Подрезка торца |
71 |
26,5 |
2 |
1 |
0,2 |
22,3 |
|
Точение |
68,2 |
38 |
0,7 |
1 |
1,2 |
235,0 |
||
|
Рассверливание |
26 |
65 |
2 |
1 |
0,8 |
13,88 |
||
|
Точение фаски |
26 |
1,0 |
1,0 |
1 |
0,1 |
33,45 |
||
|
Точение фаски |
68,2 |
1,5 |
1,5 |
1 |
0,1 |
33,45 |
||
|
040 |
Токарная с ЧПУ |
Подрезка торца |
33 |
63 |
1 |
1 |
0,2 |
34,87 |
|
Подрезка торца |
68,2 |
26,5 |
1 |
1 |
0,2 |
34,87 |
||
|
Точение |
37 |
26,5 |
1 |
1 |
0,4 |
81,37 |
||
|
Точение фаски |
68,2 |
0,5 |
0,5 |
1 |
0,1 |
32,33 |
||
|
050 |
Токарная с ЧПУ |
Подрезка торца |
33 |
62,5 |
0,5 |
1 |
0,2 |
51,84 |
|
Подрезка торца |
68,2 |
27 |
0,5 |
1 |
0,2 |
51,84 |
||
|
Точение |
33 |
27 |
1 |
1 |
0,6 |
41,47 |
||
|
Растачивание |
29 |
62,5 |
1,5 |
1 |
0,4 |
45,55 |
||
|
Точение канавки |
60 |
11 |
11 |
1 |
0,2 |
44,3 |
||
|
Точение канавки |
47 |
15 |
15 |
1 |
0,2 |
56,55 |
||
|
Точение фаски |
68,2 |
1,5 |
1,5 |
1 |
0,1 |
32,33 |
||
|
060 |
Шлифовальная с ЧПУ |
Шлифование |
68 |
24 |
0,1 |
1 |
0,025 |
50 |
|
070 |
Токарная с ЧПУ |
Растачивание |
58 |
17 |
2 |
4 |
0,2 |
54,66 |
|
Точение канавки |
62,4 |
3 |
3 |
1 |
0,3 |
34,71 |
||
|
Точение канавки |
65 |
1,5 |
1,5 |
1 |
0,3 |
34,71 |
2.8. Расчет штучного времени
производиться по формуле :
![]() , где
, где
То – основное время
Тв – вспомогательное время
Ттех – время технического обслуживания
Торг – время организационного обслуживания
Тотл – время на личные надобности
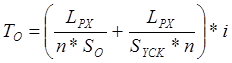 , где
, где
Lpx – длина рабочего хода
Syck – подача ускоренных перемещений
![]() , где
, где
Туст – время установки заготовки
Тзак – время закрепления заготовки
Тснет – время снятия заготовки
 , где
, где
T – стойкость инструмента
tсм.и – время смены инструмента
Торг =3%Топ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.