Исходные данные:
Наименование детали Стакан
Заготовка поковка
Рассчитать припуск на поверхности 1,2,3,4,5, назначить табличные значения припусков.
Таблица
|
Технологическ Переходы обработки поверхности ¢68js6 |
Элементы припуска, мкм |
Расчетный припуск 2Zmin, мкм |
Расчетный размер Dp мм |
Допуск
мкм |
Предельный размер |
Предельное значение допусков |
||||||
|
Dmin |
Dmax |
|||||||||||
|
Rz |
T |
P |
E |
|||||||||
|
Пр 2Zmin |
Пр 2Zmax |
|||||||||||
|
Заготовка |
150 |
250 |
41 |
69,4 |
3000 |
69,4 |
72,4 |
|||||
|
Обтачивание Предвар. |
50 |
50 |
2,46 |
90 |
2•499 |
68,41 |
400 |
68,41 |
68,81 |
990 |
3590 |
|
|
Окончат. |
30 |
30 |
1,64 |
4,5 |
2•105 |
68,2 |
120 |
68,2 |
68,32 |
210 |
490 |
|
|
Шлифование Предвар. |
10 |
20 |
0,82 |
4,5 |
2•65 |
68,07 |
30 |
68,07 |
68,1 |
130 |
220 |
|
|
Окончат. |
5 |
15 |
4,5 |
2•34 |
68,0045 |
20 |
68,0045 |
68,0245 |
65,5 |
75,5 |
||
Значение пространственных отклонений заготовки:
Остаточные пространственные отклонения:
Погрешность установки
![]()
![]()
Остаточные погрешности установки![]()
Расчет минимальных значений припусков:
![]()
Под предварительное обтачивание
![]()
Под окончательное обтачивание
![]()
Под предварительное шлифование
![]()
Под окончательное шлифование
![]()
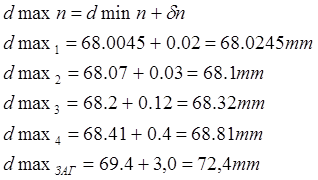
Расчеты размера:
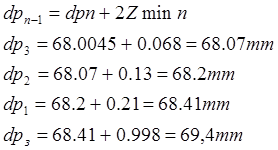
Наибольшие предельные размеры:
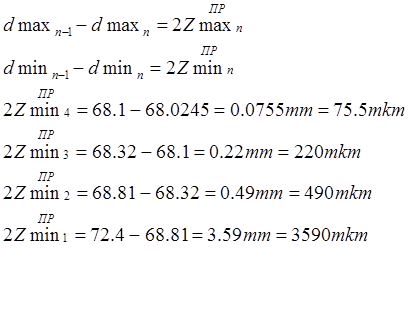
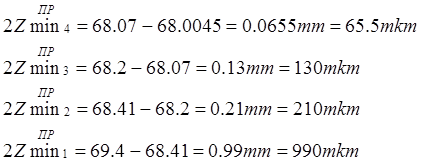
Предельные значение припусков:
Номинальный припуск

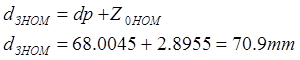
Номинальный диаметр заготовки
Проверка
Припуски и допуски на обрабатываемые поверхности детали по
ГОСТ-1855-55, мм
Таблица
|
Поверхность |
Размер |
Пропуск |
Допуск |
|
|
Табличный |
Расчетный |
|||
|
1 |
¢68 |
2∙0,5 |
+1,3 -0,7 |
|
|
2,5 |
62 |
2∙2,0 |
+1,3 -0,7 |
|
|
3 |
29 |
2∙2,0 |
+1,3 -0,7 |
|
|
4 |
35 |
2∙2,0 |
+1,3 -0,7 |
|
|
6 |
31 |
2∙2,0 |
+1,3 -0,7 |
|
 dmax шлифования
окончат.68,0245
dmax шлифования
окончат.68,0245
dmin шлифован. окончат. 68,0045
δ шлифован. окончат. 20мкм
dmax шлифован. предверит. 68,1
dmin шлифован. предверит. 68,07
δ шлифован.предварит. 30мкм
dmax обтач. окончат. 68,32
dmin обтач. окончат. 68,2
δ обтач. окончат. 120мкм
dmax обтач. предверит. 68,81
dmin обтач. предверит. 68,41
δ обтач. предверит. 400мкм
dmax заг. 72,4
dном. заг. 70,9
dmin заг. 69,4
δзаг 3000мкм
на обтач предв. 3590
на обтач предв. 990
на обтач окончат 490
на обтач окончат 210
на шлифован. предварит. 220
на шлифован. предварит.130
на шлифован. окончат. 75,5
на шлифован. окончат.65,5
Рис. 3. Схема графического расположения припусков и допусков на обработку поверхности ¢68js6.
2.7. Расчет режимов резания.
Операция 030
1. Подрезка торца
![]()
Vтабл – табличная скорость резания
К1 – коэффициент, зависящий от обрабатываемого материала
К2 – коэффициент, зависящий от стойкости инструмента
К3 – коэффициент, зависящий от отношения длинны резания к диаметру.
 , где
, где
n – частота вращения шпинделя
V – скорость резания
d – диаметр обработки
2. Точение до ¢68,2
Глубина резания t=0.7mm
Подача Sпасп=0,8мм/об
Скорость резания  , где
, где
СV,X,Y,m – эмпирические коэффициенты
Кv – поправочный коэффициент
![]() , где
, где
Кmv - коэффициент учитывающий влияние материала
Кmv - коэффициент учитывающий состояние поверхности
Кuv - коэффициент учитывающий материал инструмента
Кtu - коэффициент многоинструментальной обработки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.