|
№ опер |
Наименование операции |
Модель станка |
Тп.з. |
Тшт. |
mрасч |
mприн |
Jз.о |
О |
Опр |
|
030 |
Токарная с ЧПУ |
16К20Т1 |
60 |
13 |
1,29 |
2 |
0,645 |
1,16 |
1 |
|
040 |
Токарная с ЧПУ |
КТ141 |
60 |
14 |
1,39 |
2 |
0,695 |
1,08 |
1 |
|
050 |
Токарная с ЧПУ |
СТП220НП |
90 |
11,4 |
1,14 |
2 |
0,57 |
1,3 |
1 |
|
060 |
Токарная с ЧПУ |
3М152ВФ2 |
20 |
2,1 |
0,21 |
1 |
0,21 |
3,57 |
4 |
|
070 |
Токарная с ЧПУ |
16А20ФЗС39 |
60 |
6,8 |
0,68 |
1 |
0,68 |
1,1 |
1 |
2.4. Выбор заготовки и экономическое обоснование метода ее получения.
В связи с крупносерийным типом производства и низким коэффициентом использования материала (9,8%) заготовку из проката целесообразно заменить на штампованную заготовку.
Стоимость заготовки из проката определяется по формуле:
![]() , где
, где
М – затрата на материал заготовки, руб.
![]() - технологическая себестоимость операций
правки, отрезки, голтовки прутков.
- технологическая себестоимость операций
правки, отрезки, голтовки прутков.
 , где
, где
Сп.з. – приведенные затраты на рабочем месте
Тшт – штучное время выполнение операций
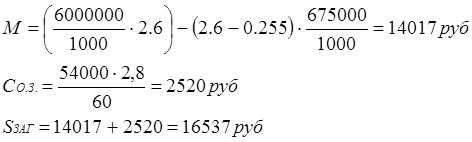
Стоимость штамповки определяется по формуле:
 ,
,
где
Ci – базовая стоимость 1 тонны заготовок
RT,RC,RB,RM,RN - коэффициенты, зависящие соответственно от класса точности , группа сложности, массы, марки материала и объема производства заготовок
Q – масса заготовки
d – масса готовой детали
Sотх – цена отходов
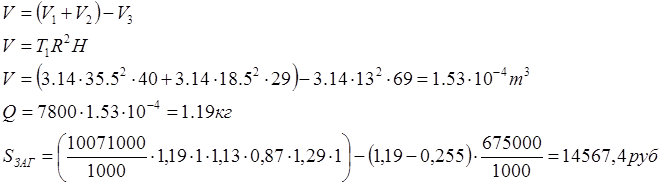
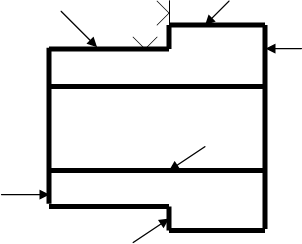
Для определения стоимости заготовки по проектному варианту необходимо вначале узнать массу заготовки, для чего вычисляется объем заготовки.
Масса заготовки
![]() , где
, где
p – плотность стали 40X 
V – объем заготовки
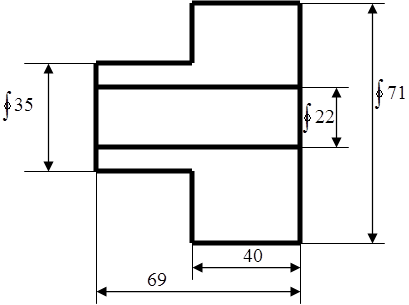 |
Рис. Схема заготовки
Экономический эффект
![]() , где
, где
Sзаг1 , Sзаг2 – стоимость сопоставленных заготовок
N – годовая программа выпуска
![]()
2.5. Выбор технологических баз и определение последовательности обработки.
Поверхность относительно которой ориентируется поверхность, обрабатываемая на данной операции называется технологической базой.
Для изготовления станка применяется следующий порядок базирования:
На первой 030 операции токарной с ЧПУ базирование осуществляется по необработанной цилиндрической наружной поверхности. На последующих 040 и 050 токарных ЧПУ операциях базирования осуществляется по поверхности полученной на 030 операции. На 060 операции шлифовальной с ЧПУ базирование осуществляется по предварительно обработанному отверстию ¢25. На 070 операции токарной с ЧПУ базирование осуществляется по предварительно обработанной цилиндрической наружной поверхности ¢33мм.
Определение маршрута обработки детали отдельных поверхностей.
Маршрут обработки детали в целом определяется маршрутом обработки отдельных поверхностей.
Наиболее точной по обработке поверхностью является наружная цилиндрическая поверхность ¢68мм.
Поверхность в начале точиться предварительно до ¢68,41мм, затем окончательно до ¢68,2мм. Затем поверхность шлифуется предварительно до ¢68,07мм и окончательно до ¢68мм.
Отверстие ¢29 вначале рассверливается до ¢26мм, а затем растачивается до ¢29мм. Наружная цилиндрическая поверхность ¢31мм вначале обтачивается из заготовки до ¢33мм, а затем до 31мм. отверстие ¢58мм растачивается после растачивания отверстия ¢29мм. Затем вытачиваются канавки глубиной 15мм и глубиной 11мм. На последней операции вытачиваются канавки глубиной 3мм.
Маршрут обработки детали в целом:
010 фрезеро-отрезная
020 голтовка
030 токарная с ЧПУ
040 токарная с ЧПУ
050 токарная с ЧПУ
060 шлифовальная с ЧПУ
070 токарная с ЧПУ
080 промывка
090 контрольная
2.6. Расчет припусков на обработку
Схема установки:
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.