Масло из гидросистемы попадает в дифференциальные дроссельные регуляторы ,состоящие из корпуса 1, заслонки 2, упругий элемент, который в зависимости от распределения нагрузок на карманы может перераспределять дросселирующие зазоры и крышки 4. Масло подводится к центральным каналам регулятора, проходит через зазоры между корпусом и заслонкой, далее через сопла и соответствующие маслопроводы смазка попадает в карман подшипника. От одногорегулятора питаются два диаметрально противоположных кармана подшипника. Упругий элемент заслонки занимает такое положение, при котором устанавливается одинаковое давление в соплах регулятора, а значит и в карманах подшипника, что обеспечивает устойчивое положение гильзы внутри подшипника с равномерным расположением зазоров на сливе масла из карманов. При увеличении нагрузки на один из карманов происходит смещение гильзы в сторону уменьшения зазора в районе этого кармана, в связи с чем в кармане увеличивается давление. В противоположном кармане давление соответственно уменьшается. Перепад давления в соответствующих соплах заставляет упругий элемент повернуться вокруг средней своей части таким образом, чтобы увеличивался зазор в сопле, питающем более нагруженный карман и уменьшается зазор во втором. Тем самым в более нагруженном кармане давление увеличивается еще более и происходит компенсация дополнительной нагрузки на карман, прекращается радиальное смещение гильзы относительно подшипника.
1.5.6. ПРАВИЛО ПЕРВОНАЧАЛЬНОГО ПУСКА.
Система гидростатической смазки питается от гидросистемы станка, поэтому отладку системы гидростатической смазки необходимо производить после запуска и регулировки гидросистемы.
Установить при включенной насосной установке клапаном 6 давление в системе гидростатической смазки равное 3 МПа.
Проверить и при необходимости отрегулировать реле давления 11, установив срабатывание при давлении 2.0…2.5 МПа.
Открыть крышку суппортной бабки и проверить зазоры во всех гидростатических подшипниках. Щуп толщиной 0.06 мм должен свободно проходить по всему кольцевому зазору.
После первых 8..10 часов работы системы гидростатической смазки необходимо разобрать и промыть дроссельные регуляторы и вновь проверить равномерность кольцевых зазоров подшипников.
1.5.7. СИСТЕМА ИМПУЛЬСНОЙ СМАЗКИ.
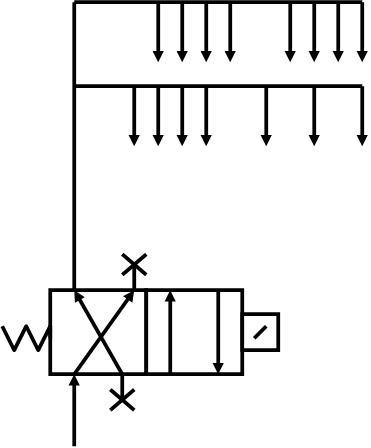 |
Схема импульсной смазки.
ОПИСАНИЕ РАБОТЫ
Для смазки узлов полуавтомата применяется импульсная смазка (направляющие суппортной бабки , привода подач, привода координаты «С», поперечная винтовая пара).
Масло для импульсной смазки ответвляется от гидросистемы станка с частотой переключения распределителя четыре раза в час. По команде от устройства ЧПУ включается электромагнитный распределитель 2 , масло подается к питателям 1. После отключения давления масло в питателе под действием пружины из одной плоскости цилиндра перетекает в другую и при следующем включении давления , поршнем подается к точкам смазки.
Смазка винтовой пары производится через дроссель от гидростатики.
1.5.8. ПЕРЕЧЕНЬ ТОЧЕК СМАЗКИ.
таблица
|
Узел |
Смазочная точка |
Переодичность и способ смазки |
Смазочный материал |
|
Стенка |
Направляющие |
Импульсная |
ВНИИ НП-403 ГОСТ 16728-78 |
|
Коробка передач |
Подшипники Шестерни |
Заливкой. Смена масла 1 раз в месяц |
ТАД-17И или ТАП-15В ГОСТ 23625-79 |
|
Шпиндельная бабка |
Подшипник |
ЛКС-2 ТУ38.4.0171-80 |
|
|
Привод продольных подач |
Подшипник |
Импульсная |
ВНИИ НП-403 ГОСТ 16728-78 |
|
Привод поперечных подач |
Подшипник винтовая пара |
Импульсная |
ВНИИ НП-403 ГОСТ 16728-78 |
|
Координата «С» |
Подшипники червячная пара |
Импульсная |
ВНИИ НП-403 ГОСТ 16728-78 |
|
Продольная винтовая пара |
Винтовая пара |
Неприрывная по три капли в минуту |
ВНИИ НП-403 ГОСТ 16728-78 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.