ПРИМЕЧАНИЕ: 1. *- параметры могут меняться при изменении комплектующих изделий.
2. **- по спецзаказу.
1.3 ПРИНЦИП РАБОТЫ ИЗДЕЛИЯ, основные движения и общая компановка.
Применение двухскоросной коробки передач и высокомоментного двигателя постоянного тока привода главного движения позволяет бесступенчато менять частоту вращения шпинделя в двух диапазонах по программе.
Автоматическая головка смонтирована при помощи кронштейна на гильзе суппортной бабки. Поперечные перемещения инструмента осуществляется за счет движения суппортной бабки по направляющим станины, продольные – перемещением гильзы в гидростатических подшипниках суппортной бабки.
Для обеспечения круговой подачи изделия при фрезеровании и позиционировании при сверлильно-фрезерной обработке полуавтомат оснащен третьей координатой - круговой координатой “ C ” вращения изделия.
Компановка полуавтомата обеспечивает удобный доступ к обрабатываемой детали и режущему инструменту, позволяет механизировать уборку стружки стружечно-ленточным транспортером.
Система поиска инструмента обеспечивает программирование и поиск любого инструмента независимо от его расположения на инструментальной головке.
Станок рассчитан на применение стандартного режущего инструмента для большинства видов работ.
Траектория движения инструмента складывается из дискретных перемещений суппорта, продольных и поперечных подач, от индивидуальных приводов, выполненных на базе высокомоментных двигателей постоянного тока с датчиками обратной связи.
Обратная связь обеспечивает точную обработку перемещений.
Полуавтомат оснащен устройством ЧПУ типа 2Р32, которое позволяет вводить программу как с перфоленты, так и набором на пульте управления, имеется возможность редактирования программы непосредственно у станка и вывод программы на перфоратор или печатающее устройство.
Рабочее место от стружки и брызг охлаждающей жидкости надежно закрывается ограждением.
Для удобства привязывания исходной точки программы к шпинделю имеется “нулевая точка”, в которой суппорт останавливается с высокой точностью по обеим осям относительно шпинделя ( обрабатываемой детали ).
1.4 ОПИСАНИЕ КОНСТРУКЦИИ УЗЛОВ.
1.4.1 СУППОРТНАЯ БАБКА.(см. приложение)
Чугунный литой корпус 1 суппортной бабки устанавливается за шпиндельной бабкой на направляющих станины, по которым он перемещается в поперечном направлении.
В расточках корпуса в гидростатических подшипниках 2 и 3 смонтированы гильза 4, ось которой параллельна оси шпинделя. На конце гильзы с посадкой на конус крепится кронштейн 5 на котором установлена инструментальная головка 6.
Параллельно оси гильзы в корпусе бабки неподвижно смонтирована пустотелая цилиндрическая направляющая гильза 7, на которую опирается по средствам подшипника 8 чугунная плита 9. Второй опорой плиты является гильза 4, в которой плита соединяется неподвижно кольцом 10. Таким образом, гильза в подшипниках может перемещаться вдоль своей оси совместно с плитой и воспринимать крутящий момент от сил резания.
Перемещения суппорта в рабочей зоне ограничиваются конечными выключателями. В продольном направлении ( ось Z ) и поперечном ( ось Х ) на блок микроперключателей воздействуют кулачки .
1.5 РАССЧЕТ ГИДРОСТАТИЧЕСКИХ ПОДШИПНИКОВ.
1.4.1 РАССЧЕТ ГИДРОСТАТМЧЕСКИХ ПОДШИПНИКОВ С ЧЕТЫРЬМЯ НЕСУЩИМИ КАРМАНАМИ НА ЖЕСТКОСТЬ.
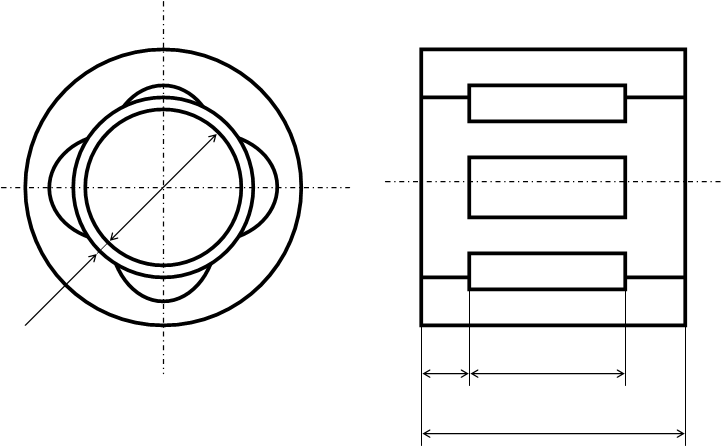
dв
D
L1 L0
jк=60° L
Схема и расчетные размеры гидростатического подшипника.
а) Для подшипника № 1:
dв1 – диаметр вала ;
dв1 = 190мм.
D1 – диаметральный зазор:
Dmin = 0.09 мм;
Dmax = 0.11 мм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.