Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Санкт-Петербургский
государственный политехнический университет»
Кафедра
«Технология конструкционных
материалов и материаловедение»
Пояснительная записка
к курсовой работе на тему
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПОЛУЧЕНИЯ КОВАНОЙ ПОКОВКИ
Преподаватель: Павлова В.А.
Санкт-Петербург
2013
Содержание
Введение.. 3
1. Выбор материала.. 4
2. Анализ технологичности детали. Разработка чертежа поковки.. 4
3. Определение массы и размеров исходной заготовки.. 4
4. Выбор оборудования, основных технологических операций получения поковки, разработка карты операционных эскизов.. 5
5. Тепловой режим обработки.. 5
6. Инструмент.. 5
Список литературы... 5
Ковка – это процесс горячего пластического деформирования путем многократного воздействия на отдельные части исходной заготовки универсальным инструментом простой формы при свободном течении металла в стороны. Ковку применяют в индивидуальном и мелкосерийном производстве.
Для изготовления поковок массой до 500 кг используют пневматические и паровоздушные молоты, а для ковки более крупных поковок используют гидравлические прессы.
Ковка экономически целесообразна при получении крупных поковок с высокими механическими свойствами в условиях мелкосерийного и единичного производств.
В данной работе разработан технологический процесс получения кованой поковки детали «Вал упорный».
Исходя из назначения детали, её размеров и требуемой категории прочности КП 395 выбираем сталь
Материал поковки после термической
обработки имеет предел прочности ![]() , предел текучести
, предел текучести ![]() , относительное удлинение
, относительное удлинение ![]() %, и ударную вязкость KCU = 590 кДж/м2.
%, и ударную вязкость KCU = 590 кДж/м2.
Группа испытаний IV требует определения значений sв, s0,2, d, КСU для одной из партии поковок, прошедших совместную термообработку. Поэтому на одной из поковок следует предусмотреть излишек материала – на пробу.
Деталь «Вал упорный» – сравнительно простой формы (деталь имеет круглое поперечное сечение, ось детали прямолинейна). Однако технология ковки потребует значительного количества операций из-за наличия уступов.
Припуски на механическую обработку и допуски назначаются по ГОСТ 7062 – 90.
Основные припуски d и допуски на диаметры вала и общую длину, а так же на длину буртов составляют: на диаметры 600 мм d = 28 ± 10 мм; на диаметр 250 мм d = 21 ± 7 мм; на диаметр 300 мм d = 22 ± 8 мм. Припуск на длину сплошной поковки принимаем равным 3 припускам на размер сечения детали. Отклонения на длину деталей принимают равным 3 отклонениям на размер ступени поковки.
После определения допусков и расчёта размеров поковки оформляется её чертёж.
Поковку можно разбить на четыре элементарных участка, тогда её объём определяется по формуле:
 ,
,
где Si – площадь сечения участка, li– длина соответствующего участка поковки.
![]() ;
;
Объём прибыльной части слитка Vпр принимаем для легированной стали 25% от его полного объёма. Объём отходов с донной части слитка Vдн для легированной стали составляет 7% от его полного объёма. Объём отходов металла на угар Vуг составляет около 2% от объёма нагреваемого металла.
Объём отходов металла на обсечки Vобс включает в себя концевые обрубки. Принимаем Vобс равным 5% от объёма слитка.
Объём исходной заготовки определяется по формуле:
Vисх = Vп + Vпр + Vдн + Vуг + Vобс;
![]()
Масса исходной заготовки определяется по формуле:
![]() ,
,
где ![]() - плотность, г/см3.
- плотность, г/см3.
![]()
Исходя из вычисленной массы, выбираем из сортамента слиток массой 4т [1, стр.57, табл.2,4].
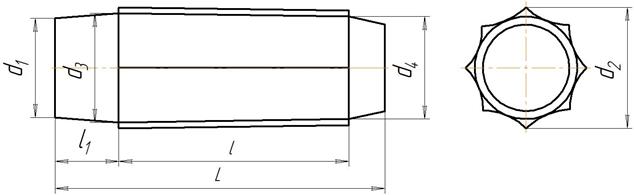
Рис.1. Эскиз стального слитка
Значения основных размеров: d1 = 535 мм; d2 = 670 мм; d3 = 610 мм;
d4 = 585 мм; L = 1926 мм; l1 = 410 мм; l = 1400 мм.
Коэффициенты использования материала определяются по формулам и соответственно равны:
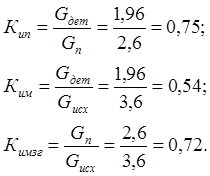
Отходы металла при получении поковки велики, так как поковка имеет большие припуски и в качестве исходной заготовки выбран слиток. Общие отходы металла составляют 0,53% вследствие большого объёма механической обработки из–за низкой точности поковки.
Такие потери приемлемы лишь в мелкосерийном и единичном производстве.
При ковке необходимо обеспечить степень укова не менее 2-х (для легированных сталей):
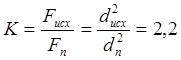 ,
,
тогда определяем диаметр заготовки:
![]() .
.
Так как имеем слиток большой массы (4 т), поковку следует изготавливать на гидравлическом прессе с номинальным усилием 12,5 МН.
Для получения рассматриваемой поковки операции целесообразно проводить в следующем порядке:
1) Нагрев слитка до температуры 1200°С в газовой печи.
2) Биллетировка (обкатка).
3) Отрубка донной части слитка до размера 1810 мм.
4) Осадка.
5) Протяжка. Нагретую заготовку протянуть с диаметра Æ 930 мм до диаметра Æ 628 мм в комбинированных бойках (нижний – вырезной, верхний – плоский).
6) Пережим.
7) Протяжка выемки до диаметра Æ 271 мм. Из условия постоянства объёма длина протянутой части 1316мм. Протяжка концевого уступа до диаметра Æ 322 мм. Из условия постоянства объёма длина протянутой части 1280 мм.
8) Отрубка хвостовика топором высотой 300 мм.
9) Контроль размеров и качества поковки.
Для проведения операций ковки следует назначить нагрев заготовки в газовой печи. Температурный интервал ковки составляет 1200°…870°С.
Время нагрева заготовки:
![]()
где d– диаметр заготовки в метрах; g – поправочный коэффициент, учитывающий способ укладки заготовки в печи при нагреве; Kt– коэффициент, зависящий от теплопроводности (химического состава) материала.
![]()
Время остывания на воздухе:
![]() ;
;
![]()
Для предотвращения коробления и образования трещин применяют охлаждение поковки с печью. Если норма времени на изготовление детали более 20,3 минут, то потребуется промежуточный подогрев.
Рабочим инструментом для выполнения операций будут комбинированные бойки, прошивень, пережимка треугольная, топор кузнечный. Измерительный инструмент для выборочного контроля размеров поковки – штангенциркуль.
1. Е.И. Серяков, М.М. Радкевич, В.П. Третьяков: Материаловедение. Технология конструкционных мвтериалов. Производство заготовок – Издательство Политехнического университета, 2013.
2. Технология конструкционных материалов: Учебник для машиностроительных специальностей вузов /А.М.Дальский, П.А.Арутюнова, Т.М.Барсукова и др. – М.: Машиностроение, 1985. – 448 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.


