Министерство общего и профессионального образования России
Санкт-Петербургский государственный политехнический университет
Институт металлургии, машиностроения и транспорта
Кафедра «Технология машиностроения»
Отчёт о научно-исследовательской работе
по технологии машиностроения
«Проектирование заготовок и маршрутов технических процессов для разных типов производства»
Студент гр. 43321/2 Крылов Н. А.
Преподаватель Дегтярёв В. В.
Санкт-Петербург
2013 год
Задание
1. Для заданной детали сформулировать основные технологические задачи для заданных комплексов поверхностей (сочетание поверхностей типа торцевая плоскость, диаметральная (цилиндр), которое выполняет роль совокупности комплекта конструкторских баз);
2. Спроектировать заготовки, оформив чертежи для трёх типов производства (единичное, серийное, массовое) и определив метод формообразования, физико-механические свойства. Требования к точности размеров, величины припусков и напусков, комплекты чёрных баз;
3. Спроектировать и исследовать маршрутные технологические процессы для заданных комплексов поверхностей в условиях трёх типов производства с нормированием для каждой из операций: этапов обработки, задания межоперационных размеров, их допусков, требований точности формы, взаимного расположения, суммарных допусков взаимного расположения и формы, шероховатости и физико-механических свойств.
1. Формулировка основных технологических задач
На рисунке 1 представлен эскиз детали «Вал промежуточный» с поверхностями, образующими его контур.
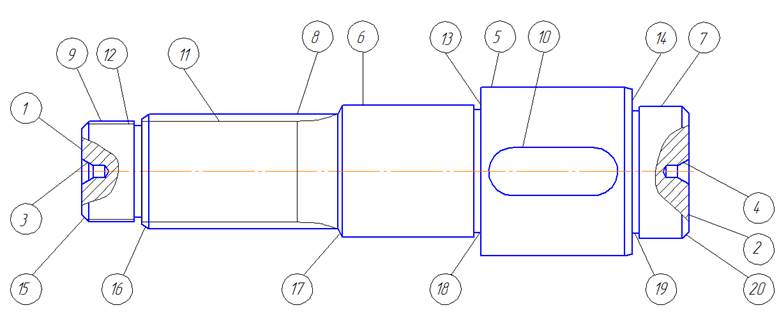
Рисунок 1. Эскиз детали «Вал промежуточный»
1) Поверхность 5 – цилиндрическая поверхность вала Æ70k6.
Основные технологические задачи:
· Точность размера Æ70k6;
· Допуск радиального биения TCR = 0,016 мм относительно общей оси опорных шеек вала (база ДЕ);
· Шероховатость поверхности Ra = 0,8 мкм;
· Твёрдость поверхности 260…285 HB.
2) Поверхность 13 – левый торец бурта вала Æ70.
Основные технологические задачи:
· Точность размера Æ70±0,3 (предельное отклонение определяется в соответствии с ГОСТ 30893.1-m);
· Допуск торцового биения TCA = 0,012 мм относительно общей оси опорных шеек вала (базы ДЕ);
· Шероховатость поверхности Ra = 0,8 мкм;
· Твёрдость поверхности 260…285 HB.
3) Поверхность 7 – цилиндрическая поверхность вала Æ55k6.
Основные технологические задачи:
· Точность размера Æ55k6;
· Допуск радиального биения TCR = 0,016 мм относительно общей оси опорных шеек вала (база ДЕ);
· Допуск круглости TFK = 0,004 мм;
· Допуск профиля продольного сечения TFP= 0,004 мм;
· Допуск торцового биения TCA = 0,012 мм относительно общей оси опорных шеек вала (базы ДЕ);
· Шероховатость поверхности Ra = 0,4 мкм;
· Твёрдость поверхности 260…285 HB.
4) Поверхность 10 – поверхность шпоночного паза с посадкой шпонки на вал 20N9/h9.
Основные технологические задачи:
· Точность размера ширины паза 20N9;
· Точность размера длины паза 56H15;
· Точность размера глубины паза 7,5+0,2 мм;
· Допуск симметричности в зависимости от действительного размера ширины шпоночного паза относительно базы Ж – оси цилиндра;
· Шероховатость дна шпоночного паза Ra=6,3 мкм;
· Шероховатость стенок шпоночного паза Ra=3,2 мкм;
· Твёрдость поверхности 260…285HB.
2. Проектирование заготовок
Маршруты обработки при единичном типе производства
Заготовка: кованая поковка.
Годовой объём выпуска: 3-5 шт.
Материал заготовки: сталь 40Х ГОСТ 4543–71.
В таблице 1 представлен маршрут обработки цилиндрической поверхности 5 ⌀70k6 и шпоночного паза 10 при единичном типе производства.
Таблица 1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.