Министерство общего и профессионального образования России
Санкт-Петербургский государственный политехнический университет
Институт металлургии, машиностроения и транспорта
Кафедра «Технология машиностроения»
Отчёт о научно-исследовательской работе
по технологии машиностроения
«Исследование влияния элементарных погрешностей на точность обработки»
Студент гр. 43321/2 Крылов Н. А.
Преподаватель Дегтярёв В. В.
Санкт-Петербург
2013 год
Задание №1
В данной части работы необходимо оценить погрешность токарной обработки вала, вызванную упругими отжатиями элементов станка. Исходные данные для данного задания были получены из лабораторной работы №2 по курсу ТМ.
![]()
![]()
![]()
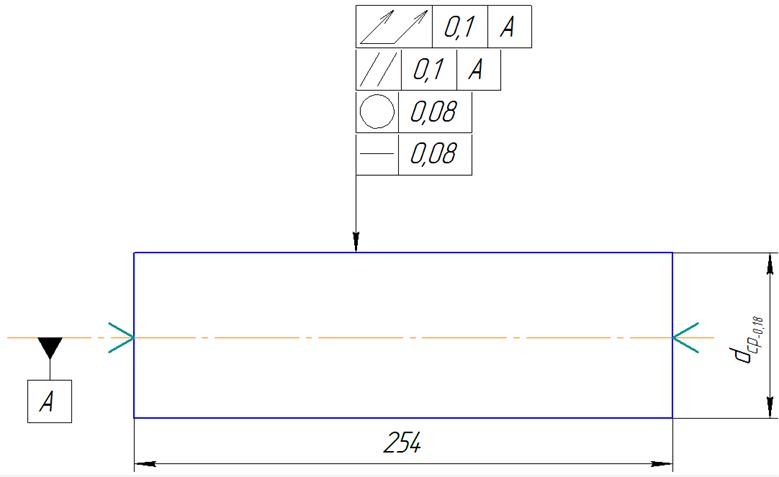
Рис. 1. Исходные данные для задания № 1
![]()
Расчёт погрешности из-за упругих отжатий узлов станка:
 ,
,
где W=1/j;
Для передней бабки:

Для суппорта:

Для задней бабки:

Допуск на размер: T=180 мкм.
Погрешность
обработки: ![]()
Условие выполнения допуска на размер:
![]()
![]()
Условие выполняется.
Отклонение от круглости – наибольшее расстояние от точек реального профиля в поперечном сечении вала до прилегающей окружности. Допуск круглости TFK – наибольшее допускаемое значение отклонения от круглости. TFK=80 мкм.
Условие выполнения допуска круглости:
![]()
Параметр жёсткости в i-ом сечении постоянен. Поэтому упругие отжатия не оказывают влияния на отклонение от круглости. Оно равно нулю в i-ом сечении.
Условие выполнения допуска круглости соблюдается.
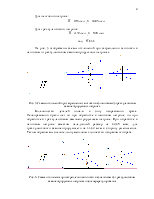
Отклонение от прямолинейности – наибольшее расстояние от точек реального профиля до прилегающей прямой, проведенной так, чтобы максимальное расстояние между прилегающей прямой и реальным профилем было минимально. Определим графически отклонение от прямолинейности:
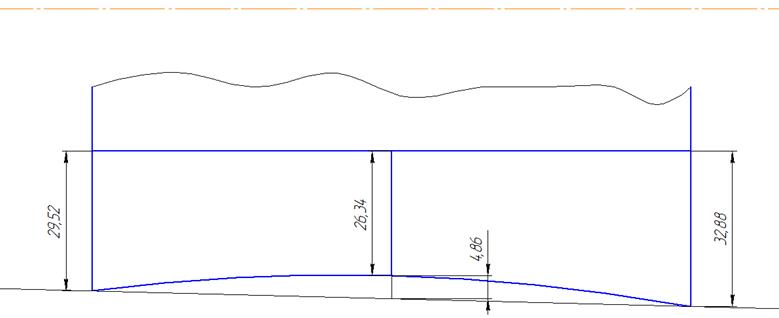
Рис. 2. Графическое определение отклонения от прямолинейности
Отклонение от прямолинейности EFL=4,86 мкм.
Допуск прямолинейности TFL=80 мкм.
Условие выполнения допуска прямолинейности:
![]()
4,86 мкм<80 мкм
Условие выполнения допуска прямолинейности соблюдается.
Отклонение от параллельности образующих цилиндра – отклонение реального расположения образующей цилиндра от её номинального расположения от оси цилиндра. Определим отклонение от параллельности:
Отклонение от параллельности EРА=32,88-26,34=6,54 мкм.
Допуск параллельности ЕРА=100 мкм.
Условие выполнения допуска параллельности:
![]()
6,54 мкм<100 мкм
Условие выполнения допуска параллельности соблюдается.
Полное радиальное биение – разность наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси.
Полное радиальное биение является результатом совместного проявления отклонения от соосности относительно базовой оси и отклонения от цилиндричности рассматриваемой поверхности.
Отклонение от соосности – наибольшее отклонение между осью рассматриваемой поверхности и осью базовой поверхности. Для данного задания отклонение от соосности EPCстремится к нулю, так как обработка производится в центрах и ось рассматриваемой поверхности совпадает с осью базовой поверхности.
Отклонение от цилиндричности – наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка. Отклонение от цилиндричности EFZ будет равняться разнице между максимальным и минимальным отклонениями:
EFZ=Δ = 32,88 – 26,34 = 6,54 мкм.
Так как отклонение от цилиндричности EFZ=6,54 мкм, а допуск полного радиального биения равен 100 мкм.
Условие выполнения допуска полного радиального биения:
6,54 мкм<100 мкм
Условие выполнения допуска полного радиального биения соблюдается.
Задание №2
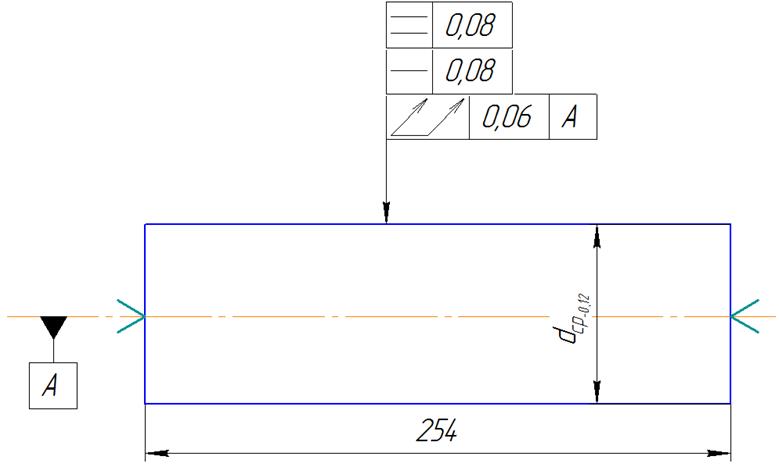
Рис. 3. Исходные данные для задания № 2
В данной части работы необходимо оценить погрешность токарной обработки вала, вызванную размерным износом резца. Исходные данные для данного задания были получены из лабораторной работы №6 по курсу ТМ.
В ходе выполнения лабораторной работы №6 исследовался размерный износ прямого проходного резца из быстрорежущей стали. Было получено значение относительного износа U0 = 100 мкм/км. Однако, в силу намеренного изменения лабораторных условий, опытное значение на порядок отличается от реальных значений при обработке. Будем использовать значение:
U0=100/10=10 мкм/км
Тогда: ![]()
Допуск на размер: T=120 мкм
Условие выполнения допуска на размер:
![]()
![]()
Условие допуска на размер выполняется.
Отклонение профиля продольного сечения – отклонение формы реального профиля в продольном сечении вала от профиля номинальной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.