Министерство общего и профессионального образования России
Санкт-Петербургский государственный политехнический университет
Институт металлургии, машиностроения и транспорта
Кафедра «Технология машиностроения»
Отчёт о научно-исследовательской работе
по технологии машиностроения
«Исследование последовательности выбора баз для достижения заданных параметров точности обработки»
Студент гр. 43321/2 Крылов Н. А.
Преподаватель Дегтярёв В. В.
Санкт-Петербург
2013 год
Задание
1. Сформулировать комплекты основных конструкторских баз и основных измерительных баз. По каждой из операций технологического процесса представить схемы измерения допусков взаимного расположения формы и суммарных допусков взаимного расположения и формы;
2. Описать для разработанного маршрута технологического процесса структуру последовательности смены баз от черновых (заготовки) до чистовых (операция окончательного контроля), сформулировав комплекты баз на каждой операции (установе);
3. Сформулировать оценку преемственности технологических баз по ходу маршрутного технологического процесса.
Исходные данные
Эскиз детали с обозначенными обрабатываемыми поверхностями представлен на рисунке 1.
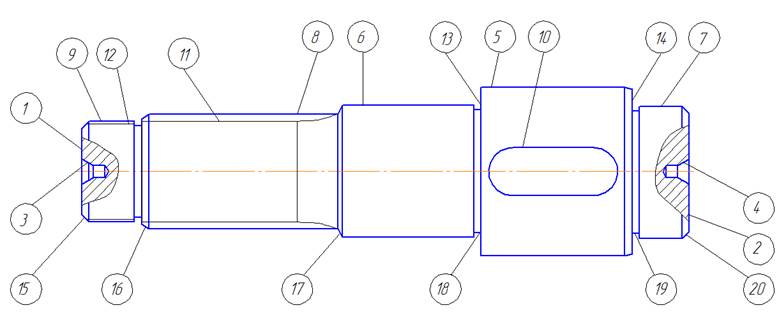
Рисунок 1. Эскиз вала с обозначенными поверхностями
1. Комплекты основных КБ и основных ИБ, схемы измерения допусков взаимного расположения формы.
В комплект основных конструкторских баз для детали «вал промежуточный» входят:
- общая ось, проходящая через опорные шейки подшипников качения, является двойной направляющей скрытой базой;
- торец 14 является опорной явной базой.
Ниже представлены схемы измерения допусков взаимного расположения формы и суммарных допусков взаимного расположения и формы:
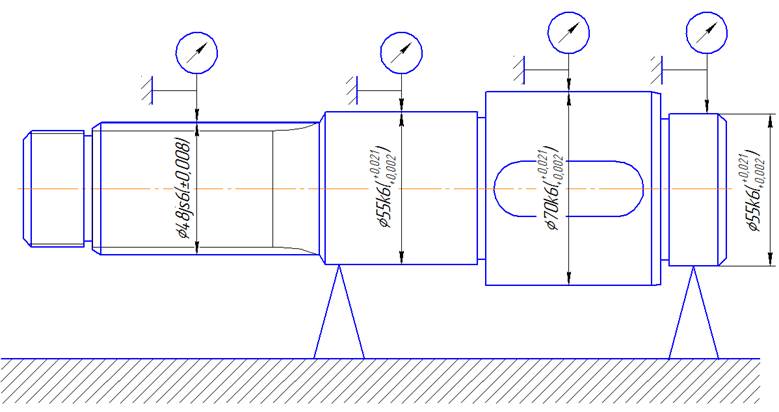
Рисунок 2. Схема измерения радиального биения
Комплект основных измерительных баз:
- общая ось поверхностей 6 и 7 – измерительная основная двойная направляющая скрытая база (лишает 4-х степеней свободы);
- торец 14 – измерительная основная база (лишает 1 степени свободы).
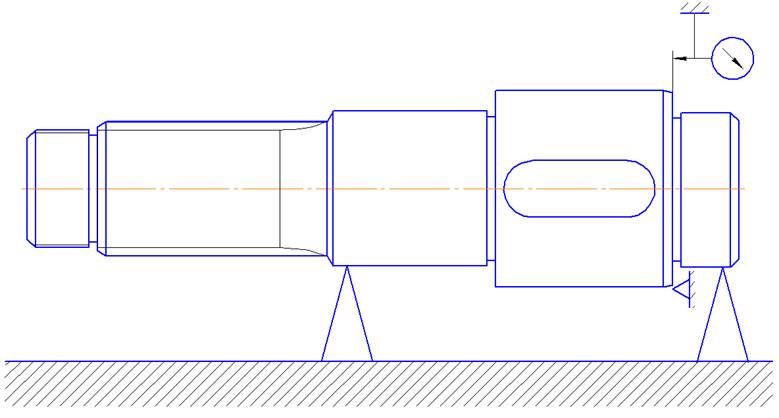
Рисунок 3. Схема измерения торцового биения
Комплект основных измерительных баз:
- общая ось поверхностей 6 и 7 – измерительная основная двойная направляющая скрытая база (лишает 4-х степеней свободы);
- торец 13 – измерительная основная опорная база (лишает 1 степени свободы).
Для
контроля наружного, внутреннего диаметров, ширины зуба шлица, шага по
окружности шлицев и симметричности расположения боковых сторон шлицев
относительно цилиндрической поверхности ![]() 48js6,
используем комплексный калибр-кольцо.
48js6,
используем комплексный калибр-кольцо.
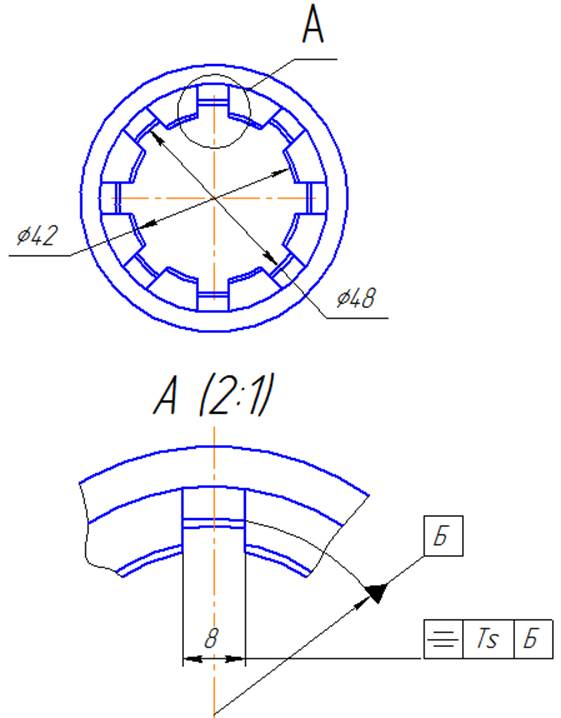
Рисунок 4. Комплексный калибр-кольцо для контроля шлицев.
Для контроля отклонения симметричности
шпоночного паза относительно цилиндрической поверхности направляющей ![]() 70k6
используем комплексный калибр-призму.
70k6
используем комплексный калибр-призму.
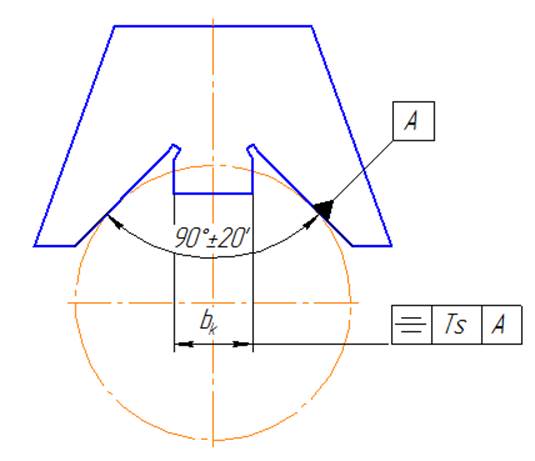
Рисунок 5. Комплексный калибр-призма для контроля шпоночного паза 10.
Вал со шпоночным пазом считается годным, если шпоночный калибр-призма (при отсутствии зазора между валом и призмой) проходит, а диаметр вала, ширина и глубина шпоночного паза не выходят за предельные размеры.
2. Формулировка комплектов баз на операциях.
Маршрут технологического процесса изготовления детали «вал промежуточный» ТМ 7.001.000 представлен в таблице 1 (серийный тип производства).
Таблица 1
|
№ п/п |
Наименование и краткое содержание операции |
Оборудование |
|
05 |
Заготовительная (ковать заготовку) |
Пневматический молот |
|
10 |
Горизонтально-фрезерная (подрезка торцов 1 и 2) |
Горизонтально-фрезерный станок 6П80Г |
|
15 |
Двустороння центровальная (сверлить отверстия 3 и 4) |
Двусторонний центровальный станок ВС-69 |
|
20 |
Универсальная токарная черновая (точить поверхности 5, 6, 7,8 и 9 за два установа с припуском на чистовое точение и шлифование) |
Универсальный токарный станок 16К20 с гидросуппортом ГСП41 |
|
25 |
Универсальная токарная (проточить три канавки b=3) |
Универсальный токарный станок 16К20 с гидросуппортом ГСП41 |
|
30 |
Универсальная токарная чистовая (точить поверхности 5, 6 и 7 с припуском на шлифование) |
То же |
|
35 |
Шпоночно-фрезерная полуавтоматическая (фрезеровать шпоночный паз 10) |
Шпоночно-фрезерный полуавтомат 692А |
|
40 |
Шлице-фрезерная полуавтоматическая (обкатывание червячной фрезой (фрезеровать 8 шлицев 11 за один рабочий ход)) |
Шлице-фрезерный полуавтомат 5350А |
|
45 |
Слесарная (зачистить заусенцы) |
Механизированный верстак |
|
50 |
Токарно-винторезная (нарезать резьбу 12) |
Токарно-винторезный станок 16К20 |
|
55 |
Термическая обработка (закалка и отпуск) |
НВ 260-285 |
|
60 |
Универсальная кругло-шлифовальная (исправление центров) |
Универсальный кругло-шлифовальный станок 3М150 |
|
65 |
Универсальная кругло-шлифовальная (шлифовать поверхности 6 и 7) |
Универсальный кругло-шлифовальный станок 3М150 |
|
70 |
Универсальная кругло-шлифовальная (шлифовать поверхность 5) |
Универсальный кругло-шлифовальный станок 3М150 |
|
75 |
Универсальная кругло-шлифовальная (наружное шлифование шлицев 11) |
Универсальный кругло-шлифовальный станок 3М150 |
|
80 |
Шлице-шлифовальная (шлифование боковых поверхностей шлицев) |
Шлице-шлифовальный полуавтомат 3М451ВФ2 |
|
85 |
Универсальная кругло-шлифовальная (наружное шлифование резьбы 9) |
Универсальный кругло-шлифовальный станок 3М150 |
|
90 |
Промыть деталь |
Моечная машина |
|
95 |
Технический контроль |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.