Цель работы - знание устройства штампов, области применения операций: вытяжки, обжима и их технологических возможностей; умение оценить пределы формоизменения заготовки, проектировать технологичные детали, штампуемые из листового проката.
Вырубка– процесс оформления наружного контура детали (или заготовки для последующего деформирования).
Вытяжка – процесс превращения плоской заготовки в пространственное изделие при уменьшении периметра вытягиваемой заготовки.
( - коэффициент вытяжки, где D-диаметр
заготовки, d- диаметр вытягиваемого изделия.)
- коэффициент вытяжки, где D-диаметр
заготовки, d- диаметр вытягиваемого изделия.)
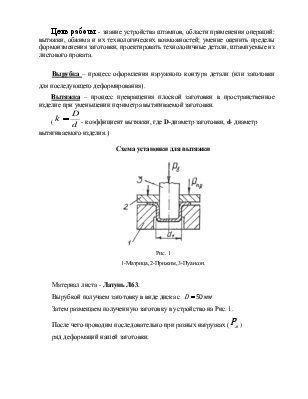
Схема установки для вытяжки
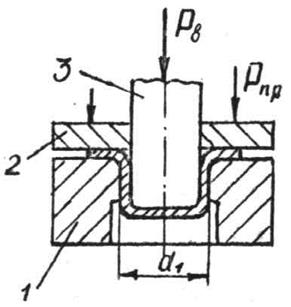
Рис. 1
1-Матрица, 2-Прижим, 3-Пуансон.
Материал листа - Латунь Л63.
Вырубкой
получаем заготовку в виде диска с ![]()
Затем размещаем полученную заготовку в устройство на Рис. 1.
После чего проводим последовательно
при разных нагрузках (![]() )
)
ряд деформаций нашей заготовки.
Таблица №1(Опытные данные)
|
№ |
<1> |
<2> |
<3> |
|
d(мм) |
28 |
25 |
24 |
|
H(мм) |
18 |
21 |
22.8 |
|
Pв(тонн) |
|
|
|
|
k |
1.78 |
2 |
2.1 |
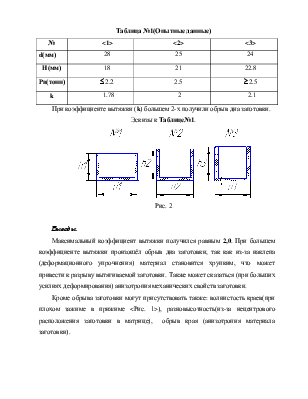
При коэффициенте вытяжки (k) большем 2-х получили обрыв дна заготовки.
Эскизы к Таблице№1.
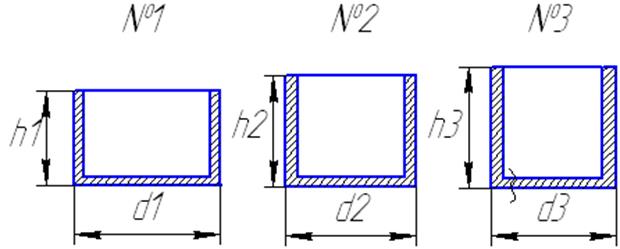
Рис. 2
Выводы:
Максимальный коэффициент вытяжки получился равным 2,0. При большем коэффициенте вытяжки произошёл обрыв дна заготовки, так как из-за наклепа (деформационного упрочнения) материал становится хрупким, что может привести к разрыву вытягиваемой заготовки. Также может сказаться (при больших усилиях деформирования) анизотропия механических свойств заготовки.
Кроме обрыва заготовки могут присутствовать также: волнистость краев(при плохом зажиме в прижиме <Рис. 1>), разновысотность(из-за нецентрового расположения заготовки в матрице), обрыв края (анизотропия материала заготовки).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.