ввертывают в резьбовое отверстие, при этом проходная сторона должна свободно войти в отверстие, непроходная — не входить в него.
Аналогичный способ контроля наружной резьбы выполняют с помощью комплекта резьбовых колец.
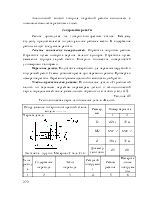
Содержание работы
Работа проводится на токарно-винторезном станке. Каждому студенту предоставляется индивидуальное рабочее место. В содержание работы входят следующие работы.
Точение конических поверхностей. Обработка широким резцом. Обработка путем поворота верхних салазок суппорта. Обработка путем смещения корпуса задней бабки. Контроль конических поверхностей угломером и калибрами.
Нарезание резьбы. Подготовка поверхности для нарезания наружной и внутренней резьб. Схемы установки резца при нарезании резьбы. Проверка и измерение резьбы. Нарезание трапецеидальной и многозаходной резьб.
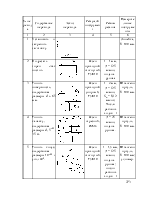
Учебно–практическая работа. Изготовление детали «Ступенчатый валик» по заданным чертежом параметрам детали и технологической карте, определяющей последовательность обработки заготовки (табл. 4.5).
Таблица 4.5
Технологическая карта изготовления детали «Валик»
|
Оборудование: токарно-винторезный станок модели ……… |
Размер, мм |
Номер варианта |
|
|
Чертеж детали |
1 |
2 |
|
|
Заготовка – пруток. Материал: Сталь Ст 3. |
D |
42-0,3 |
35-0,2 |
|
MD |
М42×2 |
М35×2 |
|
|
d |
38-0,2 |
31-0,2 |
|
|
Диаметр заготовки |
45 |
40 |
|
|
№ пе-рехода |
Содержание перехода |
Эскиз перехода |
Режущий инструмент |
Режим резания |
Измерительные инструменты |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Установить и закрепить заготовку. |
|
Линейка, 0–100 мм. |
||
|
2 |
Подрезать торец «как чисто». |
|
Резец проходной отогнутый, Т5К10 |
t = 1 мм, J = 125 м/мин, подача – ручная |
|
|
3 |
Точить поверхность, выдерживая размеры d и 65 мм. |
|
Резец проходной упорный, Т5К10 |
t = 2 мм, J = 125 м/мин, Sо = 0,12 мм/об, Число рабочих ходов – i |
Штангенциркуль, 0–100 мм. |
|
4 |
Точить канавку, выдерживая размеры d, 5+0,2, 35-0,5. |
|
Резец отрезной, Р6М3 |
J= 25 м/мин, подача – ручная. |
Штангенциркуль, 0–100 мм. |
|
5 |
Точить конус, выдерживая размеры 10+0,5 и угол 300. |
|
Резец проходной отогнутый, Т5К10 |
t = 1,5 мм, J= 125 м/мин, подача – ручная; число рабочих ходов – i |
Штангенциркуль, 0–100 мм; угломер. |
|
6 |
Нарезать резьбу МD×2. |
|
Резец резьбовой, Р6М3 |
J= 15 м/мин, Sо = 2 мм/об.; t = 0,5 мм |
Резьбовое кольцо–калибр. |
|
7 |
Отрезать деталь, выдерживая размер 60-1. |
|
Резец отрезной, Р6М3 |
J= 25 м/мин, подача – ручная |
Штангенциркуль, 0–100 мм. |
|
8 |
Раскрепить, снять заготовку. |
Техника безопасности при нарезании резьб
Кроме общих правил безопасной работы на токарных станках при нарезании резьб необходимо соблюдать дополнительные меры предосторожности.
1. Следует надежно закреплять патрон на шпинделе во избежание самоотвинчивания при реверсировании.
2. Нельзя работать на станке с неисправными или не отрегулированными фрикционной муфтой коробки скоростей и тормозом.
3. Рукоятка переключения направления вращения шпинделя станка должна безотказно действовать и фиксироваться в соответствующих положениях.
4. Нельзя прижиматься к станине во время работы, так как быстро вращающийся ходовой винт может захватить полу халата.
1. Изучите методы обработки конических поверхностей на токарных станках, режущий инструмент и приспособления для закрепления заготовки. Ознакомьтесь со схемами обработки и элементами технологической системы, необходимыми для обработки конусов, по материалам работы 1.1 и демонстрационным стендам.
2. Прослушайте вводный инструктаж мастера. Проследите за действиями учебного мастера по наладке станка на обработку конической поверхности широким резцом, методом поворота верхнего суппорта, смещением задней бабки и за демонстрацией обработки конусов этими методами.
3. Выполните упражнения по точению конусов широким резцом и поворотом верхнего суппорта в соответствии с текущим инструктажем учебного мастера.
4. Получите и выполните индивидуальное задание по самостоятельному изготовлению ступенчатого валика по чертежу и технологической карте, приведенным в табл. 4.5.
5. Проконтролируйте размеры изготовленной детали, сдайте готовую продукцию учебному мастеру и прослушайте его итоговый инструктаж.
6. Выполните отчет по индивидуальному заданию.
1. Наименование работы.
2. Номер, формулировка и исходные данные индивидуального задания (см. табл. 4.5).
Задание: «Описать последовательность изготовления детали, привести данные о параметрах режима резания при наладке станка на нарезание резьбы (обтачивание конической поверхности) и технологической оснастке, дать результаты измерения размеров изготовленной детали».
3. Чертеж ступенчатого валика.
4. Последовательность обработки заготовки.
Дается в виде перечня вспомогательных и технологических переходов.
5. Эскиз технологического перехода с указанием получаемого размера и шероховатости поверхности (дается по заданию преподавателя из переходов 5 и 6).
6. Описание последовательности и расчеты для наладки станка на заданный переход:
– определение частоты вращения шпинделя станка nрасч по формуле (1.1) и выбор nст по имеющейся на станке таблице;
– назначение подачи So (по имеющейся на станке таблице);
– расчет числа рабочих ходов i, необходимых для обработки указанной преподавателем поверхности заготовки.
7. Перечень применяемых при выполнении технологического перехода приспособлений, режущих и измерительных инструментов.
8. Эскизы расположения рукояток коробок скоростей и подач для заданного технологического перехода.
9. Результаты контроля размеров изготовленной детали, представленные в форме табл. 4.6.
Таблица 4.6
Результаты измерения детали
|
Размер |
D, мм |
d, мм |
МD |
Конкретные размеры чертежа |
||||
|
по чертежу |
60-1 |
5+0,1 |
35-0,5 |
10+0,5 |
30о |
|||
|
действительный |
||||||||
10. Выводы.
4.3. Фрезерование плоскостей и уступов
Цель работы: знания видов фрезерных работ, режущих инструментов и приспособлений, устройства и назначения вертикально– и горизонтально–фрезерных станков; умения выбирать вид фрезерной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.