



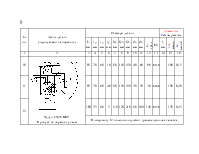


подрезают торцы, выполняют отрезку, сверлильные виды работ на отверстии, совмещённом с осью вращения заготовки и другие виды работ. При этом обеспечивается точность размеров не выше 6-го квалитета точности и шероховатость поверхностей с параметром Rа >0,63 мкм. В качестве режущих инструментов на станках этой группы используют резцы различных типов, сверла, зенкеры, зенковки, развертки, метчики и плашки.
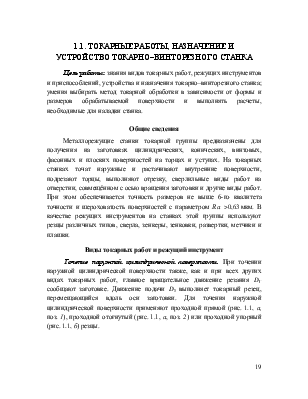
Точение наружной цилиндрической поверхности. При точении наружной цилиндрической поверхности также, как и при всех других видах токарных работ, главное вращательное движение резания DГ сообщают заготовке. Движение подачи DS выполняет токарный резец, перемещающийся вдоль оси заготовки. Для точения наружной цилиндрической поверхности применяют проходной прямой (рис. 1.1, а, поз. 1), проходной отогнутый (рис. 1.1, а, поз. 2) или проходной упорный (рис. 1.1, б) резцы.
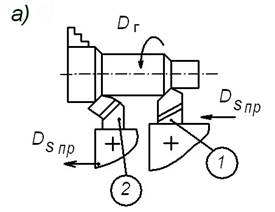
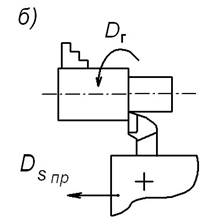
Рис. 1.1. Схемы точения наружной цилиндрической поверхности:
а) проходным прямым (поз. 1) и проходным отогнутым (поз. 2) резцами; б) проходным упорным резцом
Отогнутые резцы удобны при точении поверхностей, расположенных вблизи кулачков патрона. Проходные упорные резцы используют для точения небольших поверхностей с прямоугольным уступом и обработки цилиндрических поверхностей на нежестких валах.
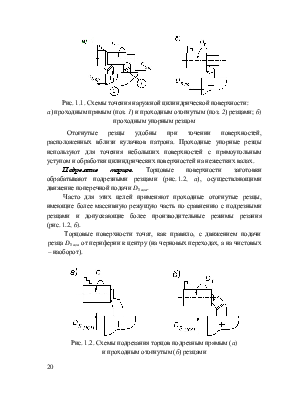
Подрезание торцов. Торцовые поверхности заготовки обрабатывают подрезными резцами (рис. 1.2, а), осуществляющими движение поперечной подачи DS поп.
Часто для этих целей применяют проходные отогнутые резцы, имеющие более массивную режущую часть по сравнению с подрезными резцами и допускающие более производительные режимы резания (рис. 1.2, б).
Торцовые поверхности точат, как правило, с движением подачи резцаDS поп от периферии к центру (на черновых переходах, а на чистовых – наоборот).
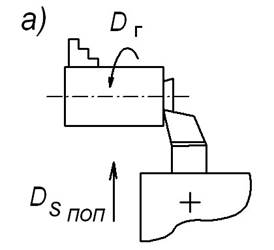
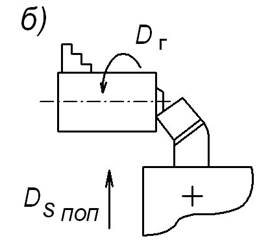
Рис. 1.2. Схемы подрезания торцов подрезным прямым (а)
и проходным отогнутым (б) резцами
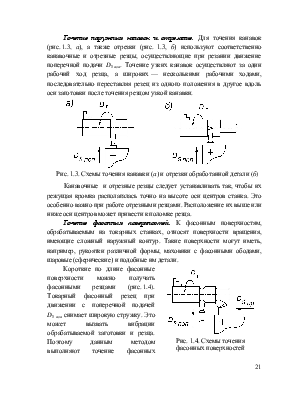
Точение наружных канавок и отрезание. Для точения канавок (рис. 1.3, а), а также отрезки (рис. 1.3, б) используют соответственно канавочные и отрезные резцы, осуществляющие при резании движение поперечной подачи DS поп. Точение узких канавок осуществляют за один рабочий ход резца, а широких — несколькими рабочими ходами, последовательно переставляя резец из одного положения в другое вдоль оси заготовки после точения резцом узкой канавки.
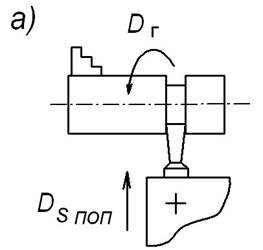
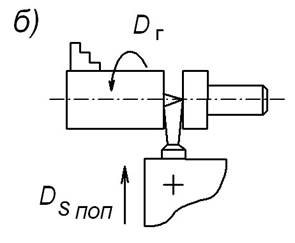
Рис. 1.3. Схемы точения канавки (а) и отрезки обработанной детали (б)
Канавочные и отрезные резцы следует устанавливать так, чтобы их режущая кромка располагалась точно на высоте оси центров станка. Это особенно важно при работе отрезными резцами. Расположение их выше или ниже оси центров может привести к поломке резца.
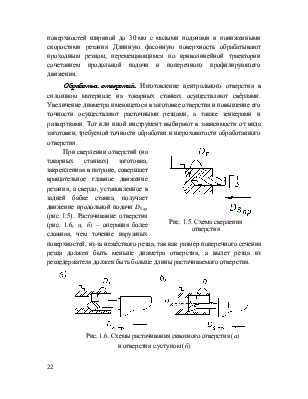
Точение фасонных поверхностей. К фасонным поверхностям, обрабатываемым на токарных станках, относят поверхности вращения, имеющие сложный наружный контур. Такие поверхности могут иметь, например, рукоятки различной формы, маховики с фасонными ободами, шаровые (сферические) и подобные им детали.
 Короткие по длине фасонные
поверхности можно получать фасонными резцами (рис. 1.4). Токарный фасонный резец при движении с
поперечной подачей DS поп снимает широкую стружку. Это может вызвать вибрации
обрабатываемой заготовки и резца. Поэтому данным
методом выполняют точение фасонных поверхностей шириной до 30 мм с
малыми подачами и пониженными скоростями резания Длинную фасонную поверхность
обрабатывают проходным резцом, перемещающимся по криволинейной траектории сочетанием
продольной подачи и поперечного профилирующего движения.
Короткие по длине фасонные
поверхности можно получать фасонными резцами (рис. 1.4). Токарный фасонный резец при движении с
поперечной подачей DS поп снимает широкую стружку. Это может вызвать вибрации
обрабатываемой заготовки и резца. Поэтому данным
методом выполняют точение фасонных поверхностей шириной до 30 мм с
малыми подачами и пониженными скоростями резания Длинную фасонную поверхность
обрабатывают проходным резцом, перемещающимся по криволинейной траектории сочетанием
продольной подачи и поперечного профилирующего движения.
 Обработка отверстий. Изготовление центрального отверстия в
сплошном материале на токарных станках осуществляют свёрлами. Увеличение
диаметра имеющегося в заготовке отверстия и повышение его точности осуществляют
расточными резцами, а также зенкерами и развертками. Тот или иной инструмент
выбирают в зависимости от вида заготовки, требуемой точности обработки и
шероховатости обработанного
Обработка отверстий. Изготовление центрального отверстия в
сплошном материале на токарных станках осуществляют свёрлами. Увеличение
диаметра имеющегося в заготовке отверстия и повышение его точности осуществляют
расточными резцами, а также зенкерами и развертками. Тот или иной инструмент
выбирают в зависимости от вида заготовки, требуемой точности обработки и
шероховатости обработанного
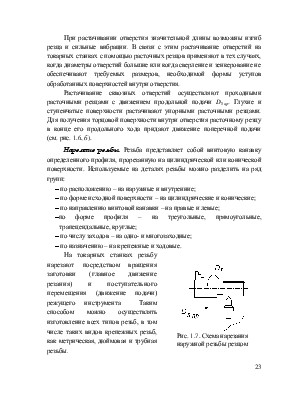
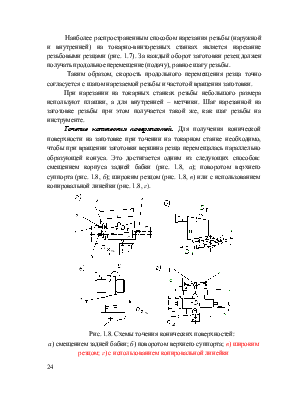
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.