











Огромное значение в современной промышленности имеют станки с числовым программным управлением, которые позволяют значительно снизить трудоемкость многих работ.
Определяющей задачей на предстоящий период является существенное ускорение социально-экономического развития страны на основе научно-технической революции. Задачу интенсификации производства приходится решать при постоянно усложняющихся условиях его функционирования, так как удельная численность занятых в материальном производстве уменьшается из-за оттока трудоспособного населения в непроизводительную сферу.
Практика показала, что дефицит рабочей силы может быть в значительной степени устранен за счет использования комплексной автоматизации производства на базе высокопроизводительного оборудования, станков с числовым программным управлением, микропроцессорной техники, промышленных роботов и гибких автоматизированных производств.
Повышение уровня автоматизации и гибкости производства в последние годы неразрывно связано с широким использованием промышленных роботов. Известно, что уровень роботизации производства не всегда пропорционально зависит от числа используемых роботов. Эффективность работы промышленных роботов определяется их техническими характеристиками, конструкцией и надежностью работы всех систем и узлов, а также в значительно мере зависит от качества выполненных работ по монтажу, наладке и своевременного технического обслуживания в процессе эксплуатации.
В связи с широким внедрением промышленных роботов в производство потребовалось разработать принципы их создания и внедрения, упорядочить терминологию и определения, дать общую классификацию и номенклатуру основных показателей. Для обслуживания промышленных роботов и технологического оборудования, оснащаемого ими необходимы знания их конструкций, методов и правил монтажа, наладки эксплуатации и ремонта. Монтаж, наладку и техническое обслуживание систем промышленных роботов осуществляют специалисты, значительная часть которых проходит подготовку в училищах, а следовательно, им надо старательно изучать науки для успешного овладения профессии.
1.0 КОНСТРУКЦИЯ СТАНКА
1.1Назначение
Станок консольно-фрезерный модели 6Р82 предназначен для фрезерования торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
Станок предназначен для выполнения различных фрезерных работ в условиях индивидуального и серийного производства.
1.2 Техническая характеристика станка
Электродвигатели привода главного движения:
тип .................................................................................…... 4А132М4У3
мощность кВт ...............................................................…... 7,5
число оборотов в минуту ............................................….... 1460
Электродвигатель подачи
тип .................................................................................…..... 4А9014У3
мощность кВт ..............................................................…...... 2,2
число оборотов в минуту .............................................….... 143
Электронасос:
тип .................................................................................…...... ПА-22У2
мощность кВт ............................................................…......... 0,12
число оборотов в минуту ...................................…............... 2800
производительность л/с ....................................….......... 0.3
Стол размеры рабочей поверхности мм
длинна ..................................................................................... 1600
ширина .................................................................................... 400
Число Т образных пазов ..................................….................. 3
продольное механическое .................................................... 1000
продольное в ручную ............................................................ 1000
поперечное механическое .................................................... 300
поперечное в ручную ............................................................. 320
вертикальное механическое ................................................. 410
вертикальное в ручную .......................................................... 420
Наибольшая масса обрабатываемой детали, кг ............…... 300
Габариты, мм
длинна ...................................................................................... 2305
ширина ..................................................................................... 1950
высота ......................................................................…............. 2020
масса, т ..................................................................................... 3,12
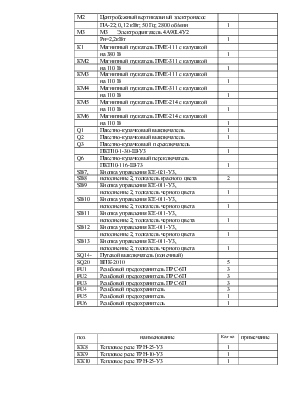
1.3 Состав электрооборудования
|
поз |
наименование |
Кол-во |
примечание |
|
М1 |
Электродвигатель 4А132S4У3 Рн=7кВт |
1 |
|
|
М2 |
Центробежный вертикальный электронасос |
||
|
ПА-22; 0,12 кВт; 50 Гц; 2800 об/мин |
1 |
||
|
М3 |
М3 Электродвигатель 4А90L4У2 |
||
|
Рн=2,2кВт |
1 |
||
|
К1 |
Магнитный пускатель ПМЕ-111 с катушкой |
||
|
на 380 В |
1 |
||
|
КМ2 |
Магнитный пускатель ПМЕ-311 с катушкой |
||
|
на 110 В |
1 |
||
|
КМ3 |
Магнитный пускатель ПМЕ-111 с катушкой |
||
|
на 110 В |
1 |
||
|
КМ4 |
Магнитный пускатель ПМЕ-311 с катушкой |
||
|
на 110 В |
1 |
||
|
КМ5 |
Магнитный пускатель ПМЕ-214 с катушкой |
||
|
на 110 В |
1 |
||
|
КМ6 |
Магнитный пускатель ПМЕ-214 с катушкой |
||
|
на 110 В |
1 |
||
|
Q1 |
Пакетно-кулачковый выключатель |
1 |
|
|
Q2 |
Пакетно-кулачковый выключатель |
1 |
|
|
Q3 |
Пакетно-кулачковый переключатель |
||
|
ПКП10-1-30-Ш-У3 |
1 |
||
|
Q6 |
Пакетно-кулачковый переключатель |
||
|
ПКП10-116-Ш-73 |
1 |
||
|
SВ7, |
Кнопка управления КЕ-021-У3, |
||
|
SВ8 |
исполнение 2, толкатель красного цвета |
2 |
|
|
SВ9 |
Кнопка управления КЕ-011-У3, |
||
|
исполнение 2, толкатель черного цвета |
1 |
||
|
SВ10 |
Кнопка управления КЕ-011-У3, |
||
|
исполнение 2, толкатель черного цвета |
1 |
||
|
SВ11 |
Кнопка управления КЕ-011-У3, |
||
|
исполнение 2, толкатель черного цвета |
1 |
||
|
SВ12 |
Кнопка управления КЕ-011-У3, |
||
|
исполнение 2, толкатель черного цвета |
1 |
||
|
SВ13 |
Кнопка управления КЕ-011-У3, |
||
|
исполнение 2, толкатель черного цвета |
1 |
||
|
SQ14- |
Путевой выключатель (конечный) |
||
|
SQ20 |
ВПК-2010 |
5 |
|
|
FU1 |
Резьбовой предохранитель ПРС-6П |
3 |
|
|
FU2 |
Резьбовой предохранитель ПРС-6П |
3 |
|
|
FU3 |
Резьбовой предохранитель ПРС-6П |
3 |
|
|
FU4 |
Резьбовой предохранитель |
3 |
|
|
FU5 |
Резьбовой предохранитель |
1 |
|
|
FU6 |
Резьбовой предохранитель |
1 |
|
поз |
наименование |
Кол-во |
примечание |
|
КК8 |
Тепловое реле ТРН-25-У3 |
1 |
|
|
КК9 |
Тепловое реле ТРН-10-У3 |
1 |
|
|
КК10 |
Тепловое реле ТРН-25-У3 |
1 |
|
|
YА |
Электромагнит ЭМУ 6М82-82 |
1 |
|
1.4 Работа электросхемы
Первоначальный пуск
При помощи вводного пакетно-кулачкового переключателя Q1 станок подключают к цеховой сети. Электросхема позволяет производить работу на станке в следующих режимах: управление от рукояток, автоматическое управление продольными перемещениями стола, круглый стол. Выбор режима работы производится переключателем SА6.
При работе станка от рукояток при не вращающемся шпинделе необходимо переключатель Q2 (Q4) установить в нулевое положение.
Для облегчения переключения скоростей шпинделя и подачи на станке предусмотрено импульсное включение электродвигателя шпинделя - кнопкой SВ9, а электродвигателя подачи - конечным выключателем SВ14. При нажатии на кнопку SВ9 включается контактор шпинделя КМ4 и реле напряжения К1, н.о. контакты которого включают реле КМ3, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора КМ4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контакта соответствующих конечных выключателей
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.