4. Организационно экономическая часть.
Исходные данные для расчёта организационно экономической части.
Наименование детали: Втулка
Масса детали: 0,035
Масса заготовки: 0,06
Марка материала: 12Х2Н4А
Цена материала: 140 тыс. руб. за тонну
Коэффициент выполнения норм от 1,0 до 1,15;
Количество смен – 2;
Продолжительность смены – 8 часов.
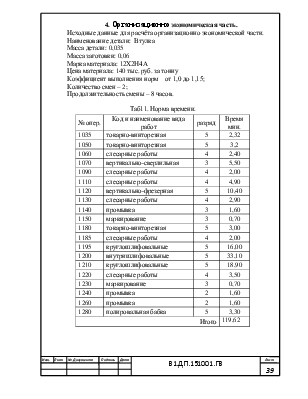
Таб11. Норма времени.
|
№ опер. |
Код и наименование вида работ |
разряд |
Время мин. |
|
1035 |
токарно-винторезная |
5 |
2,32 |
|
1050 |
токарно-винторезная |
5 |
3,2 |
|
1060 |
слесарные работы |
4 |
2,40 |
|
1070 |
вертикально-сверлильная |
3 |
5,50 |
|
1090 |
слесарные работы |
4 |
2,00 |
|
1110 |
слесарные работы |
4 |
4,90 |
|
1120 |
вертикально-фрезерная |
5 |
10,40 |
|
1130 |
слесарные работы |
4 |
2,90 |
|
1140 |
промывка |
3 |
1,60 |
|
1150 |
маркирование |
3 |
0,70 |
|
1180 |
токарно-винторезная |
5 |
3,00 |
|
1185 |
слесарные работы |
4 |
2,00 |
|
1195 |
круглошлифовальные |
5 |
16,00 |
|
1200 |
внутришлифовальные |
5 |
33,10 |
|
1210 |
круглошлифовальные |
5 |
18,90 |
|
1220 |
слесарные работы |
4 |
3,50 |
|
1230 |
маркирование |
3 |
0,70 |
|
1240 |
промывка |
2 |
1,60 |
|
1260 |
промывка |
2 |
1,60 |
|
1280 |
полировальная бабка |
5 |
3,30 |
|
Итого |
119,62 |
||
4.1 Производственные расчёты
4.1.1 Расчет фонда времени работы оборудования
Эффективный фонд времени – количество времени, которое может отработать оборудование за вычетом времени на ремонт и выходные дни.
Данные, необходимые для расчета фонда времени приведены в таблице 2.
Таблица 12 – Баланс времени работы оборудования на 2009год
|
Показатели |
Обозначение |
Значение |
|
1 Календарный период, в днях |
Тк |
365 |
|
2 Праздничные и выходные, дни |
Тп |
116 |
|
3 Количество рабочих дней |
Т |
249 |
|
4 Количество смен |
S |
2 |
|
5 Продолжительность смены, час |
t |
8 |
|
6 Номинальный фонд времени работы оборудования, час, (п.3×п.4×п.5) |
Fном |
3984 |
|
7 Потери рабочего времени на ремонт оборудования (% от Fном) |
Fпот |
10% |
|
8 Эффективный фонд времени работы оборудования, час |
Fэф |
3584 |
* Fпот. учитывается коэффициентом потерь ![]() , от 5 до 15%. (принимаем 10%)
, от 5 до 15%. (принимаем 10%)
Эффективный фонд времени, Fэф., час, рассчитывается по формуле
![]() или
(Fном -Fпот )
или
(Fном -Fпот )
![]()
4.1.2. Расчет приведенной программы, Nпр шт, вычисляют по формуле:
Nпр  ,
,
где Fэф – эффективный годовой фонд времени работы оборудования, час;
Кз – коэффициент загрузки оборудования принимается, 0,85 - 1,0; Кз=0,9%
С – количество станков по нормативу, 25-30 ед; С=25
Тшт – суммарное штучное время изготовления детали, мин;
α – коэффициент допустимых потерь на переналадку, 0,03 - 0,08.
Nпр  ,
,
4.1.3 Расчет потребного количества оборудования
4.1.3.1 Расчетное
количество оборудования, C![]() , для каждой операции определяется по формуле:
, для каждой операции определяется по формуле:

где ![]() – выработка на одно рабочее место, час.
– выработка на одно рабочее место, час.
Выработка определяется по формуле
![]() =
=![]() ,
,
![]() =
=![]() ,
,
где ![]() – коэффициент выполнения норм (принимаем
для всех операций равным 1);
– коэффициент выполнения норм (принимаем
для всех операций равным 1);
![]() –
годовой объём выпускаемых изделий по данной операции, в нормо-часах (н/ч),
определяется по формуле
–
годовой объём выпускаемых изделий по данной операции, в нормо-часах (н/ч),
определяется по формуле

4.1.3.2 Принятое количество оборудования, Спр.i, определяется, округлением расчетного значения до целого числа в большую сторону.
4.1.3.3 Коэффициент загрузки оборудования, К![]() , в % по каждой операции определяем формуле
, в % по каждой операции определяем формуле
где Cpi – расчетное количество оборудования;
Cпp.i – принятое количество оборудования.

4.1.3.4 Средний процент загрузки оборудования.
определяется по формуле
где ![]() – суммарное количество единиц
расчетного оборудования;
– суммарное количество единиц
расчетного оборудования;
![]() – суммарное количество
единиц принятого оборудования.
– суммарное количество
единиц принятого оборудования.

В пояснительной записке представлены расчеты для одной операции (1035;1050;1180), а результаты расчетов для остальных операций приведены в таблице 3.
Таблица 13 – Расчет потребного количества оборудования
|
Номер операции и наименование оборудования |
Норма времени tшт |
Программа выпуска |
Количество оборудования |
Коэффициент загрузки оборудования, % |
||
|
шт |
н/час |
расчетное |
принятое |
|||
|
1035; 1050; 1180 токарно-винторезная 16Б16Ф3 |
8,52 |
23819 |
3382,3 |
0,92 |
2 |
46% |
|
1060; 1090; 1110; 1130; 1185; 1220 1150; 1230 слесарные работы |
19,1 |
7582,38 |
2,11 |
3 |
70,3% |
|
|
1070 вертикально сверлильные 2Н118 |
5,5 |
2383,4 |
0,61 |
1 |
61% |
|
|
1120 вертикально фрезерные 679 |
10,40 |
4128,6 |
1,15 |
2 |
57,5% |
|
|
1140; 1240; 1260 промывка |
4,8 |
1905,5 |
0,53 |
1 |
53% |
|
|
1195; 1210 кругло Шлифовальная 3Б151П |
34,90 |
13854,7 |
3,9 |
4 |
97,5% |
|
|
1200 внутри шлифовальная 3К227В |
33,10 |
13140,2 |
3,7 |
4 |
92,5% |
|
|
1280 полировальная бабка |
3,30 |
1310,0 |
0,36 |
1 |
36% |
|
|
ИТОГО |
119,62 |
47687,08 |
16,52 |
18 |
||
По полученным данным построен график загрузки оборудования,
(смотри график загрузки оборудования рис.7 стр. 44)
Расчет численности рабочих
4.1.4.1 Расчет полезного фонда времени рабочего
Полезный фонд -количество времени которое может отработать оборудование за вычетом всех потерь.
Данные для расчета полезного фонда времени приведены в таблице 14.
|
Показатели |
Обозначение |
Дни |
Часы |
% от номинального фонда |
|
Календарный фонд времени |
Fк |
365 |
2920 |
|
|
Праздничные и выходные |
Fпр |
116 |
928 |
|
|
Количество рабочих дней (номинальный фонд) |
Т |
249 |
1992 |
100% |
|
Целодневные потери: |
||||
|
Очередной отпуск |
20 |
160 |
8,03% |
|
|
Дополнительный отпуск |
1,5 |
12 |
0,60% |
|
|
Невыходы по болезни |
3,5 |
28 |
1,4% |
|
|
Выполнение гос. обязанностей |
1,0 |
8 |
0,40% |
|
|
Ученический отпуск |
2 |
16 |
0,8% |
|
|
Итого потерь |
|
28 |
224 |
11,24% |
|
Внутрисменные потери |
|
0,5 |
4 |
2% |
|
Всего потерь |
|
28,5 |
228 |
11,44% |
|
Полезный фонд времени |
Fп |
220,5 |
1764 |
|
|
Средняя продолжительность рабочего дня (рассчитывается) |
tср |
7,08 |
Полезный фонд времени рабочего, Fп, час., рассчитывается по формуле
F![]()
F![]()
Средняя продолжительность рабочего дня рабочего дня:

4.1.4.2 Расчет численности основных производственных рабочих (до внедрения многостаночного обслуживания)
Численность основных рабочих,
![]() , определяется по формуле
, определяется по формуле
 ,
где
,
где ![]() – годовой
объём выпускаемых изделий по данной операции, в (н/ч),
– годовой
объём выпускаемых изделий по данной операции, в (н/ч),
В – выработка одного рабочего, в часах.
S- количество смен 2
Выработка рассчитывается по формуле
В = Fп*Квн
В = 1764*1=1764
Данные по расчету численности основных рабочих (до внедрения) приведены в таблице 15а.
Таблица 15а Расчет численности основных производственных рабочих (до внедрения многостаночного обслуживания)
|
Номер операции и наименование операции |
Норма времени tшт |
разряд |
Программа выпуска |
Количество рабочих |
Коэффициент загрузки рабочего % |
||
|
шт |
н/час |
расчетное |
принятое |
||||
|
1035; 1050; 1180 токарь |
8,52 |
5 |
23819 |
3382,3 |
1,9 |
2 |
95% |
|
1060; 1090; 1110; 1130; 1185; 1220 слесарь |
19,1 |
4 |
7582,38 |
4,3 |
4 |
107% |
|
|
1070 сверловщик |
5,5 |
3 |
2383,4 |
1,35 |
2 |
67,5% |
|
|
1120 фрезеровщик |
10,40 |
5 |
4128,6 |
2,34 |
3 |
78% |
|
|
1140; 1240; 1260 слесарь |
4,8 |
3 |
1905,5 |
1,08 |
1 |
108% |
|
|
1195; 1210 шлифовщик |
34,90 |
5 |
13854,7 |
7,85 |
8 |
98,1% |
|
|
1200 шлифовщик |
33,10 |
5 |
13140,2 |
7,4 |
7 |
105,7% |
|
|
1280 слесарь |
3,30 |
5 |
1310,0 |
0,74 |
1 |
77% |
|
|
ИТОГО |
119,62 |
47687,08 |
26,96 |
28 |
- - - |
||
4.1.4.3 Коэффициент загрузки основного рабочего, Кзаг. в %, определяется по формуле
где Чip – расчётная численность основных рабочих;
Чi.пр – принятая численность основных рабочих.

4.1.4.4 Средний процент загрузки основных рабочих, Ср %, определяется по формуле
где ![]() – суммарная расчётная численность основных
рабочих;
– суммарная расчётная численность основных
рабочих;
![]() – суммарная принятая численность основных
рабочих.
– суммарная принятая численность основных
рабочих.
4.1.4.5 Организация многостаночного обслуживания.
Многостаночное обслуживание может быть применено для станков полуавтоматов, автоматов, станков с ЧПУ, когда основное (машинное) время на операцию больше суммы вспомогательного времени на остальных операциях и времени, затрачиваемого на переходы рабочего от станка к станку, что позволяет рабочему во время машинной работы одного станка обслуживать другие станки (в дипломном проекте операции 1035; 1050;1180).
4.1.4.6 Расчет количества станков, одновременно обслуживаемых одним рабочим на каждой операции: (для операции 1035; 1050;1180токарная с ЧПУ)
где ![]() количество одновременно обслуживаемых станков, на i-й
операции;
количество одновременно обслуживаемых станков, на i-й
операции;
t маш - непрерывное машинно-автоматическое время, (основное) в течение которого станок может работать без участия рабочего на i-й операции, мин.;
t маш ![]() 0,7 * tшт
0,7 * tшт
t маш ![]() 0,7 *8,52=5,964
0,7 *8,52=5,964
tв - вспомогательное время на 1-й операции, мин.;
tв ![]() 0,3
* tшт
0,3
* tшт
tв ![]() 0,3
*8,52=2,356
0,3
*8,52=2,356
tа.н.- время активного наблюдения на i-й операции мин.;
tа.н. ![]() О,05tшт
О,05tшт
tа.н. ![]() О,05*8,52=0,426
О,05*8,52=0,426
tпер - время перехода от станка к станку tпер![]() 0, 1мин.
0, 1мин.

Расчетное количество станков,
![]() , округляется в меньшую
сторону, до целого числа.
, округляется в меньшую
сторону, до целого числа.
По таблице определяется коэффициент многостаночного обслуживания
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.