1.Общая часть.
1.1 Описание конструкции детали.
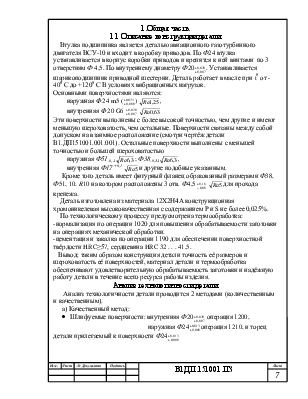
Втулка подшипника
является деталью авиационного газотурбинного двигателя ВСУ-10 и входит в
коробку приводов. По Ф24 втулка устанавливается в корпус коробки
приводов и крепится к ней винтами по 3 отверстиям Ф 4,5. По внутреннему
диаметру Ф20![]() .
Устанавливается шарикоподшипник приводной шестерни. Деталь работает в масле при
t0 от -400
С до +1200 С В условиях вибрационных нагрузок.
.
Устанавливается шарикоподшипник приводной шестерни. Деталь работает в масле при
t0 от -400
С до +1200 С В условиях вибрационных нагрузок.
Основными поверхностями являются:
наружная Φ 24m5 (![]() )
)
![]() ,
,
внутренняя Φ 20
G6 ![]()
![]()
Эти поверхности выполнены с более высокой точностью, чем другие и имеют меньшую шероховатость, чем остальные. Поверхности связаны между собой допуском на взаимное расположение (смотри чертёж детали В1.ДП151001.001.001). Остальные поверхности выполнены с меньшей точностью и большей шероховатостью
наружная Ф51-0,
4![]() ;
Ф38-0,34
;
Ф38-0,34![]() ,
,
внутренняя Ф17
+0,1 ![]() и
другие подобные указанным.
и
другие подобные указанным.
Кроме того деталь имеет
фигурный фланец образованный размерами Ф38, Ф51, 10. R10 на котором
расположены 3 отв. Ф4,5 ![]()
![]() для
прохода крепежа.
для
прохода крепежа.
Деталь изготовлена из материала 12Х2Н4А конструкционная хромоникелевая высококачественная с содержанием Р и S не более 0,025%.
По технологическому процессу предусмотрена термообработка:
-нормализация по операции 1020 для повышения обрабатываемости заготовки на операциях механической обработки.
-цементация и закалка по операции 1190 для обеспечении поверхностной твёрдости HRC≥57, сердцевина HRC 32 . . . 41,5.
Вывод: таким образом конструкция детали точность её размеров и шероховатость её поверхностей, материал детали и термообработка обеспечивают удовлетворительную обрабатываемость заготовки и надёжную работу детали в течение всего ресурса работы изделия.
Анализ технологичности детали.
Анализ технологичности детали проводится 2 методами (количественным и качественным).
а) Качественный метод:
·
Шлифуемые поверхности: внутренняя Ф20![]() операция 1200,
операция 1200,
наружная Ф24![]() операция 1210,
и торец детали прилегаемый к поверхности Ф24
операция 1210,
и торец детали прилегаемый к поверхности Ф24![]()
Замечание:
деталь не доработана технологические поверхности: не имеют канавки для выхода
шлифовального круга и только внутренняя Ф20![]() имеет
канавку для выхода шлифовального круга.
имеет
канавку для выхода шлифовального круга.
·
наружные диаметры увеличиваются от
торца к середине детали Ф24![]() –
Ф38-0,34
–
Ф38-0,34
·
внутренние диаметры уменьшаются Ф20![]() – Ф17+0,1
– Ф17+0,1
деталь технологична так как наружные диаметры увеличиваются а внутренние уменьшаются.
·
Нет разнообразия под крепёж 3 отв.
Ф4,5 +0,22 ![]() для прохода крепежа
для прохода крепежа
деталь технологична в связи с однообразием отверстий под крепёж.
По качественным показателям
деталь технологична, но есть замечания: деталь не доработана технологические поверхности
(наружная Ф24![]() операция
1210, и торец детали) не имеют канавки для выхода шлифовального круга и только
внутренняя Ф20
операция
1210, и торец детали) не имеют канавки для выхода шлифовального круга и только
внутренняя Ф20![]() имеет канавку для выхода шлифовального круга.
имеет канавку для выхода шлифовального круга.
б) Количественный метод
При определении технологичности количественным методом рассчитываются коэффициенты:
· Коэффициент стандартизации
где: Qст - количество стандартных элементов
Q – общее количество элементов 28
Qст= Q-Qнест
Qнест – нестандартные элементы (R 0.6 1 элемент; R 0.8 1 элемент; Ф8,4 1элемент; 0,3* 1 элемент; 1,4* 1 элемент; 1,2* 1 элемент;2 фаски 0,6×450 1 элемент) всего 7 элементов
Qст= 28-7=21
· Коэффициент обоснованной точности
где: Qот - количество элементов с обоснованной точностью
Q – общее количество элементов 28
Qот= Q-Qнт
Qнт – элементы с необоснованной точностью отверстия под крепёж должны быть не ниже 14 квалитета а в данной работе отв. Под крепёж по 12 квалитету точности (1 элемент)
Qот= 28-1=27
· Коэффициент обоснованной шероховатости
где: Qош - количество элементов с обоснованной шероховатостью
Q – общее количество элементов 28
Qош= Q-Qнш
Qнш – элементы с необоснованной шероховатостью в отверстии под крепёж необоснованная шероховатость (1 элемент)
Qош= 28-1=27
По количественным показателям деталь технологична, так как все указанные коэффициенты больше 0,6.
Вывод: по качественным и
количественным показателям деталь технологична, но есть замечания: деталь не
доработана технологические поверхности (наружная Ф24![]() операция 1210, и торец детали) не
имеют канавки для выхода шлифовального круга и только внутренняя Ф20
операция 1210, и торец детали) не
имеют канавки для выхода шлифовального круга и только внутренняя Ф20![]() имеет канавку
имеет канавку
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.