









1.
 ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
1.1.Обозначение размера производственной партии.
Величина производственной партии детали определяется по формуле:
X= ( N*n*k)/ Ф
где N – производственная программа изделий в год, N = 3200;
n – число деталей в изделии, n = 1;
k – маршрутный коэффициент ремонта, k = 0,34;
Ф – количество месяцев в году, Ф = 12 .
X=(3200*1*0.34) /12=90,66
Принимаем 91 деталь.
1.2. Исходные данные.
1.2.1. Особенности конструкции детали
Деталь изготовлена из стали 30 ХС=0,29-0,36%, данная сталь является конструкционной, легированной с содержанием углерода 0,3%, хрома до 1,5% и кремния от 0,29-0,36%.
При изготовлении балки передней оси она подвергается отжигу и низкотемпературному отпуску для снятия внутренних напряжений.
Для улучшения механических свойств, отверстия под шкворень закаливаются токами высокой частоты, чтообеспечивает высокую прочность поверхности.
Материал, из которого изготовлена балка позволяет воспринимать небольшие изгибающие нагрузки за счет легирования стали кремнием до 0,36%.
Твердость материала балки составляет НВ 269 , отверстие под шкворень НВ 302.
Шероховатость отверстия под шкворень Ra 0.63 , отверстий под стремянка Ra 1.25.
Базовыми поверхностями при изготовлениидетали являются опрные площадки рессор и отверстия под стремянку рессоры.
 |
1.2.2. Условия работы детали при эксплуатации.
При работе детали возникают следующие виды трения
Сухое трение на поверхности отверстий под шкворень и отверстий стремянок обусловлено постоянным знаконепеременными и вибрационными нагрузками. Так же балка воспринимает ударные нагрузки.
В процессе работы в балке возникают небольшие упругие деформации в основном зависящие от дорожных условий и от степени загрузки автомобиля.
Деталь работает в диапазоне температур от 30-50 С под воздействием
ряда коррозирующих факторов ( вода, лед, соль, кислоты) в основном связанных с дорожными и климатическими условиями.
1.3.Выбор рациональных способов восстановления деталей.
Предварительная механическая обработка осуществляется для устранения следов износа и восстановления правильной геометрической формы. Механической обработкой поверхностей, наращенных гальваническими покрытиями, обеспечивается получением заданного размера поверхности с требуемой точностью и необходимой шероховатости.
При монтаже деталей на подвеске требуется обеспечить надежный контакт в электрической цепи деталь подвеска – штанга , убедится в наличии благоприятных условий для равномерного распределения покрытия при этом деталь надо обезжирить.
Для защиты мест, не подлежащих наращиванию, применяют защитный лак, наносимый в несколько слоев.
Для окончательной очистки подлежащих наращиванию применяют электрохимическое обезжиривание.
Обезжиренные и промытые детали подвергают анодной обработке.
1.4. Выбор установочных баз.
При восстановлении балки передней оси (автомобиля ГАЗ 53А) за установочную базу принимаем площадку для установки рессоры.
 1.5.
Составление плана технологических операций с подбором необходимого
оборудования, приспособлений, инструментов.
1.5.
Составление плана технологических операций с подбором необходимого
оборудования, приспособлений, инструментов.
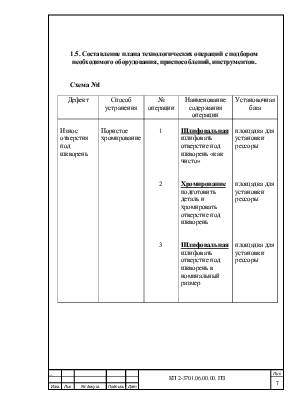
Схема №1
|
Дефект |
Способ устранения |
№ операции |
Наименование содержания операции |
Установочная база |
|
Износ отверстия под шкворень |
Пористое хромирование |
1 2 3 |
Шлифовальная шлифовать отверстие под шкворень «как чисто» Хромирование подготовить деталь и хромировать отверстие под шкворень Шлифовальная шлифовать отверстие под шкворень в номинальный размер |
площадка для установки рессоры площадка для установки рессоры площадка для установки рессоры |
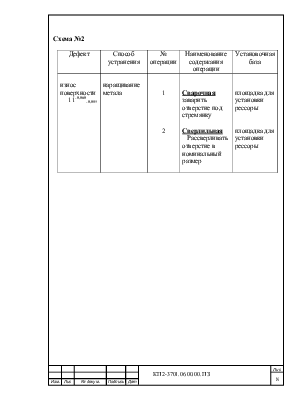
Схема №2
 |
|
Дефект |
Способ устранения |
№ операции |
Наименование содержания операции |
Установочная база |
|
износ поверхности 11-0,060-0,085 |
наращивание метала |
1 2 |
Сварочная заварить отверстие под стремянку Сверлильная Рассверливать отверстие в номинальный размер |
площадка для установки рессоры площадка для установки рессоры |
|
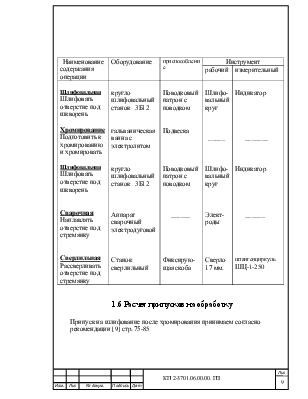
содержания операции |
Оборудование |
приспособление |
Инструмент |
|
|
рабочий |
измерительный |
|||
|
Шлифовальная Шлифовать отверстие под шкворень Хромирование Подготовить к хромированию и хромировать Шлифовальная Шлифовать отверстие под шкворень Сварочная Наплавлять отверстие под стремянку Сверлильная Рассверливать отверстие под стремянку |
кругло шлифовальный станок 3Б12 гальваническая ванна с электролитом кругло шлифовальный станок 3Б12 Аппарат сварочный электродуговой Станок сверлильный |
Поводковый патрон с поводком Подвеска Поводковый патрон с поводком ______ Фиксирую- щая скоба |
Шлифо-вальный круг _____ Шлифо-вальный круг Элект-роды Сверло 17 мм. |
Индикатор _______ Индикатор ______ штангенциркуль ШЦ-1-250 |
1.6 Расчет припусков на обработку
Припуск на шлифование после хромирования принимаем согласно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 Наименование
Наименование