По ознакомительной практике на металлургическом заводе СибЭлектроСталь
КРАСНОЯРСК 2001
I. Краткий очерк истории завода.
Завод был построен в 1952 году как опытно-промышленный для получения стали прямым восстановлением из руды. В состав основного производства вошли электросталеплавильный и обогатительный цеха.
В 1954 году был пущен в работу мелкосортный стан 300.
С 1955 года – это завод по производству мелкосортного проката из углеродистых, легированных и нержавеющих марок сталей.
В 1963 году была закончена реконструкция электросталеплавильного цеха №1 с монтажом электродуговых сталеплавильных печей №1 и №3, и строительством зачистного отделения.
В 1965 году была пущена в эксплуатацию установка непрерывной разливки стали в электросталеплавильный цех №1 (ЭСПЦ-1).
В 1966 году была пущена в эксплуатацию первая очередь электросталеплавильного цеха №2 в составе электродуговых печей №4 – №5 и трубчатой вращающейся печи, а в 1969 году плазменной печи с керамическим тиглем №6 и установок электрошлакового переплава №№1, 2, 3, 4.
В 1974 году была пущена в работу первая очередь электросталеплавильного цеха №3 в составе сталеплавильного и кузнечного участков, а в 1977 году – стан «450/350» горячего проката.
В 1976 году была смонтирована и принята в эксплуатацию на сталеплавильном участке ЭСПЦ-2 плазменная печь с керамическим тиглем ПДП - 0, 3.
Основное производство завода представлено электросталеплавильными цехами №№1, 2, 3 и прокатным цехом. В состав завода также входят: цех товаров народного потребления, цех (участок) сварных труб, цех производства извести; вспомогательные цеха (ремонтно-механический, теплосиловой, газовый, электроцех, автотранспортный и др.).
В 1994 году государственное предприятие «Металлургический завод Сибэлектросталь» было преобразовано в открытое акционерное общество «Металлургический завод Сибэлектросталь».
В настоящее время завод выплавляет примерно 55 тонн металла в сутки.
II. Технические средства автоматизированных систем управления (АСУ).
Технические средства АСУ предназначены для сбора, передачи и обработки информации в соответствии с принятыми алгоритмами. Выбор технических средств определяется спецификой объекта управления и объёмом решаемых задач.
Вычислительные машины являются основной структурной частью АСУ.
В АСУ используется вычислительная управляющая техника трёх типов:
1) Специализированные ВМ, предназначенные для решения конкретных задач;
2) Серийные ВМ широкого назначения;
3) Вычислительные комплексы из элементов агрегатной системы средств вычислительной техники.
Для успешного решения управления производством ВМ должны обладать следующими особенностями: мультипрограмностью; наличием большой оперативной памяти; наличием внешних запоминающих устройств объёмом в сотни миллионов символов с произвольным доступом к информации; наличием надёжных внешних устройств; наличием устройств для записи информации на магнитную ленту или сменные диски.
Этим требованиям в наилучшей мере отвечают освоенные и серийно выпускаемые приборостроительной промышленностью последние модификации вычислительных машин.
Периферийные устройства, предназначенные для сбора первичной информации и частичной её обработки, могут быть подразделены на три группы:
1) Устройства для работы с графическими документами;
2) Устройства механизированного сбора и обработки информации;
3) Устройства автоматизированного сбора информации и автоматической её передачи в вычислительный центр.
При широко распространённой рукописной регистрации информации с последующим переносом её на перфокарты требуются большие трудовые затраты, длительное время на обработку и появляются дополнительные ошибки. Основным направлением совершенствования подготовки информации является механизация и автоматизация её регистрации. Технические средства должны давать отпечатанный документ и одновременно осуществлять запись данных на машинный носитель или дистанционно водить их в ВМ.
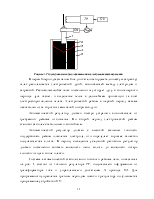
Применение того или иного вида устройств зависит от частных условий построения АСУ. Графические документы целесообразно применять при большом числе точек контроля, с каждой из которых поступает небольшой поток информации. К механизированным устройствам относятся регистраторы информации, позволяющие отпечатать её на бланке и занести на перфоленту. Примером такого вида устройств может служить система регистрации информации с пультом ручного ввода и пишущей машинкой, соединённой с перфоратором. При автоматизированном сборе информация поступает с датчиков непосредственно в Вм и используется обычно для управления процессом в реальном масштабе времени.
Для автоматического ввода информации в ВМ непосредственно с документов разработаны специальные устройства. Они снижают затраты на подготовку исходных данных для ВМ и повышают их достоверность за счёт исключения этапа переноса информации на промежуточный носитель. Формализованный документ заполняется на месте возникновения информации и может содержать отчётные сведения, требования, бланки заказов, опросные листы, бланки технических и научных измерений и т.п. На каждом документе располагается до 960 позиций: 24 по ширине и 40 по длине. Позициям могут быть приписаны значения цифр, букв или даже отдельных понятий. Метки в позициях наносятся карандашом М, ТМ и, следовательно, неправильно нанесённая информация исправляется с помощью обычной резинки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.