




Повышение коррозионной стойкости сварных соединений высокопрочных алюминиевых сплавов плакированием взрывом.
Сварные соединения алюминиевых сплавов обладают пониженной коррозионной стойкостью по сравнению с основным металлом, что обусловлено их физико-механической и электрохимической неоднородностью. Последняя особенно характерна для сварных соединений высокопрочных алюминиевых сплавов.
С целью предотвращения
контакта коррозионной среды с поверхностями шва и зоны термического и
термомеханического влияния по заказу фирмы «Airbus
Industrie» проведены исследования по локальному плакированию
взрывом технически чистым алюминием швов, полученных сваркой трением с
перемешиванием (СТП). Сущность данного метода заключается в том, что
специальный вращающийся инструмент внедряется в заготовки в месте расположения
стыка. В результате трения выделяется тепло, что приводит к пластификации
металла вокруг инструмента, после чего ему или заготовкам сообщают
поступательное движение. Металл огибает штырь инструмента и, перемещаясь из
зоны нагрева в зону охлаждения, образует соединение. Этот способ
характеризуется высокими технологическими возможностями и позволяет получать
соединения из широкого спектра алюминиевых сплавов, в том числе термически
упрочняемых, а также из сталей и меди ![]() .
.
Объектом плакирования взрывом и последующих испытаний являлись:
стыковые соединения плит
из алюминиевого сплава 7010 Т7651 толщиной 65 мм (![]() =520…525
МПА;
=520…525
МПА; ![]() =455…465 МПа,
=455…465 МПа, ![]() =12…12,5
%), выполненные СТП на глубину до 13 мм.
=12…12,5
%), выполненные СТП на глубину до 13 мм.
стыковые соединения
листов из алюминиевого сплава 2024 Т351 толщиной 4 мм (![]() =435
МПа,
=435
МПа, ![]() =280 МПа,
=280 МПа, ![]() =15 %),
выполненные СТП на всю толщину пластин.
=15 %),
выполненные СТП на всю толщину пластин.
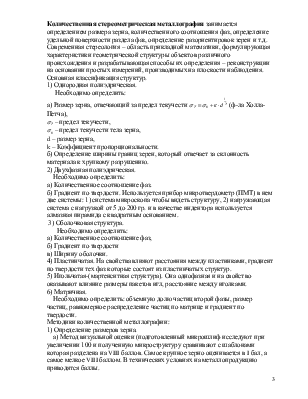
Целью настоящей работы является оценка эффективности использования сварки взрывом (СВ) для плакирования СТП соединений высокопрочных алюминиевых сплавов технически чистым алюминием для повышения их коррозионной стойкости.
Плакирование осуществляли листами толщиной 2 мм из сплава 1050 (аналог АДО).
Учитывая необходимость плакирования протяженных СТП соединений, использовали параллельную схему СВ, когда плакирующая пластина перед сваркой располагается параллельно плакируемой поверхности. Скорость соударения двух пластин, определенная по зависимостям из работы, составляла 500 м/с. Критериями качества полученного соединения являлись его равнопрочность с металлом плакирующего слоя (сплав 1050), а также отсутствие на границе соединения включений литого металла.
Сварные образцы, в ходе исследования, подверглись металлографическому анализу, основой которой является количественная стереометрическая металлография.
Количественная стереометрическая металлография занимается определением размера зерна, количественного соотношения фаз, определение удельной поверхности раздела фаз, определение разориентировок зерен и т.д.
Современная стереология – область прикладной математики, формулирующая характеристики геометрической структуры объектов различного происхождения и разрабатывающая способы их определения – реконструкции на основании простых измерений, производимых на плоскости наблюдения.
Основная классификация структур.
1) Однородная полиэдрическая.
Необходимо определить:
а) Размер зерна, отвечающий
за предел текучести ![]() (ф-ла Холла-Петча),
(ф-ла Холла-Петча),
![]() предел
текучести,
предел
текучести,
![]() предел
текучести тела зерна,
предел
текучести тела зерна,
d – размер зерна,
k – Коэффициент пропорциональности.
б) Определение ширины границ зерен, который отвечает за склонность материала к хрупкому разрушению.
2) Двухфазная полиэдрическая.
Необходимо определить:
а) Количественное соотношение фаз.
б) Градиент по твердости. Используется прибор микротвердометр (ПМТ) в нем две системы: 1) система микроскопа чтобы видеть структуру, 2) нагружающая система с нагрузкой от 5 до 200 гр. и в качестве индентора используется алмазная пирамида с квадратным основанием.
3) Оболочковая структура.
Необходимо определить:
а) Количественное соотношение фаз,
б) Градиент по твердости
в) Ширину оболочки.
4) Пластинчатая. На свойства влияют расстояния между пластинками, градиент по твердости тех фаз которые состоят из пластинчатых структур.
5) Игольчатая-(мартенситная структура). Она однофазная и на свойство оказывают влияние размеры пакетов игл, расстояние между иголками.
6) Матричная.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.