Необходимо определить: объемную долю частиц второй фазы, размер частиц, равномерное распределение частиц по матрице и градиент по твердости.
Методики количественной металлографии:
1) Определение размеров зерна.
а) Метод визуальной оценки (подготовленный микрошлиф исследуют при увеличении 100 и полученную микроструктуру сравнивают с шаблонами которая разделена на VIII баллов. Самое крупное зерно оценивается в I бал, а самое мелкое VIII баллом. В технических условиях на металлопродукцию приводятся баллы.
Число зерен на единицу
площади определяется по формуле: ![]()
Размер зерна 
б) Методика более точная
заключается в подсчете числа зерен на единицу площади. Изображение переводят на
фотокамеру и на кальке рисуют квадрат 5![]() 5 и
помещают эту кальку на фотокамеру.
5 и
помещают эту кальку на фотокамеру. ![]()
Число зерен на единицу
площади  ;
;  ; .
; .
2) Определение количественного соотношения фаз.
а) Метод Розиваля.
Объемная доля второй фазы 
Весовая доля 
б) Метод Глаголева (точечный).
Считается число перекрестий попавших на частицы второй фазы. Число перекрестий известно.
![]()
![]() внутри
внутри
![]() касающиеся.
касающиеся.
Весовая доля
3) Определение удельной поверхности раздела фаз.
Используют метод случайных секущих
 (мм-1).
Изображение переводим на фотокамеру и на кальке рисуем несколько секущих
одинаковой длинны но различного ориентирования.
(мм-1).
Изображение переводим на фотокамеру и на кальке рисуем несколько секущих
одинаковой длинны но различного ориентирования.
Находим число перекрестий на
единицу длины секущей 
![]() .
.
Для сравнительной оценки коррозионной стойкости плакированных и нелакированных (исходных) СТП соединений проведены испытания на сопротивление коррозионному растрескиванию под напряжением (КРН) и МКК.
Критерием склонности металлов к коррозионному растрескиванию обычно считают время до разрушения образцов при определенных пороговых напряжениях, т.е. напряжениях, ниже которых не происходит растрескивание.
Для создания напряжений к образцу либо прикладывают постоянную нагрузку, либо создают постоянную деформацию.
Задачи коррозионных испытаний: получение сравнительных данных о коррозионной стойкости материалов и покрытий в различных средах; изучение кинетики и механизма процессов коррозии. Коррозионное разрушение в значительной степени определяется условиями работы материалов (температурой, составом среды, режимом работы, напряжениями, скоростью движения среды, давлением и др.).
Качественными показателями коррозии является изменение внешнего вида образцов и жидкой среды (окраска, продукты коррозии, осадок). Микроскопические исследования позволяют получать данные о характере развития коррозионных процессов, роли структурных и фазовых составляющих; определять анодные и катодные участки металлических поверхностей; обнаруживать межкристаллитную коррозию; определять особенности коррозионного растрескивания.
Испытание СТП соединений
алюминиевого сплава 7010 проводили по стандартам ASTM G 39 ![]() и ASTM G 44
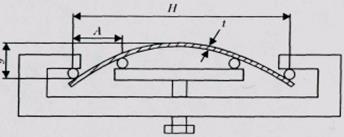
и ASTM G 44 ![]() . Образцы испытывали при нагружении по четырехточечной
схеме (рис 1.) при этом нагрузку задавали величиной максимального отклонения у,
которое определяли по формуле
. Образцы испытывали при нагружении по четырехточечной
схеме (рис 1.) при этом нагрузку задавали величиной максимального отклонения у,
которое определяли по формуле
|
|
 ,
,
Рис.1
где, ![]() -
задаваемая нагрузка (принимали равной 0,75
-
задаваемая нагрузка (принимали равной 0,75![]() для
неплакированных СТП соединений), МПа; Е – модуль упругости, МПа; t – толщина образца, мм; Н –
расстояние между внешними опорами, мм; А – расстояние между внутренней и внешней
опорами, мм.
для
неплакированных СТП соединений), МПа; Е – модуль упругости, МПа; t – толщина образца, мм; Н –
расстояние между внешними опорами, мм; А – расстояние между внутренней и внешней
опорами, мм.
Образцы периодически погружали в химический раствор 3,5 % NaCl (рН 6,4…7,2) и проводили испытания по следующему циклу: 10 мин в растворе, 50 мин на воздухе. Продолжительность испытаний составляла 40 дней. Образцы вырезали таким образом, чтобы их длина составляла 120 мм (поперек СТП соединения и направления процесса плакирования), ширина 15 мм (вдоль соединения) и толщина 4 мм. Для того чтобы защитить образцы от воздействия коррозионной среды с торцевых и нижней поверхности СТП соединения использовали эмаль ЭП – 5147 ( ТУ У 6.24514086-004-98 «А»).
Испытание СТП соединений
алюминиевого сплава 2024 на КРН проводили по стандартам ASTM G 49 ![]() и ASTM G 44, на МКК – по стандартам ASTM G
110-92
и ASTM G 44, на МКК – по стандартам ASTM G
110-92![]() и QVA –
Z10-59-03
и QVA –
Z10-59-03 ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.