Как следует из рис. 5, резкому подъему деформации на ТМК, связанному с разрушением продуктов отверждения, предшествует более плавное увеличение деформации. Температурная область данного перехода на ТМК составов с содержанием 10 и 20 вес. ч. МФДА составляет 150÷230 °С. Для композиции со стехиометрическим содержанием отвердителя этот температурный интервал несколько сдвинут в сторону высоких температур (180÷230 0С).
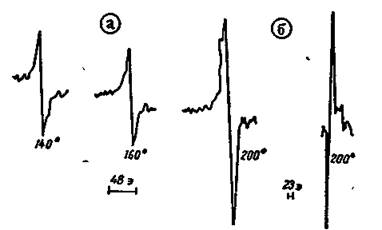
Анализ спектров ЭПР (рис. 7а) и термомеханической кривой при переменно действующей нагрузке (12,5 кгс/см2) для композиции с содержанием 20 вес. ч МФДА показал наличие свободных радикалов и необратимых деформаций в области 150÷230 °С. Повышение деформируемости образцов в области 150—230 °С связано с мешано-химической деструкцией сеток или деструктивным течением при высоких температурах. С другой стороны, уменьшение необратимой деформации по мере приближения к 250°С и ее появление уже в области разрушения отверждённого продукта свидетельствуют о протекающем в области 160—230°С процессе сшивания. Таким образом, в данной области температур параллельно идут два конкурирующих процесса: разрыв химических связей с образованием свободных радикалов и одновременное создание новой сшитой структуры. Текучесть эпохсидно-уретановых композиций в области 150—230 °С может быть вызвана образованием линейных и разветвленных структур за счет свободнорадикального распада отвержденной эпоксидной смолы (рис. 76) и термической неустойчивости аллофанатных и биуретовых узлов разветвлений при повышенных температурах. Параллельно протекающие процессы сшивания могут быть связаны с химическим взаимодействием гидроксильиых и эпоксидных групп смолы с изоцианатными и уретановыми группами каучука соответственно, приводящим к образованию новых дополнительных сшивок в пространственной структуре полимера. Как следует из рис. 5, увеличение деформируемости образцов в рассматриваемой температурной области различно для эпоксидноуретановых композиций. Поэтому в качестве критерия оценки относительной величины деструктивного течения нами использовалась величина деформации (h3 - h2), где h3 и h2 — максимальная и минимальная величины деформации в области 150—230°С (рис. 5). Результаты замеров представлены в таблице, из которой видно, что при стехиометрическом содержании отвердителя процесс деструктивного течения выражен наиболее слабо, поскольку наблюдается наименьшее увеличение деформируемости (h3 - h2) в сравнении с другими композициями.
|
|
|
Рис. 7. Спектры ЭПР для отвержденной эпоксидяо-уретановой композиции с содержанием 20 вес.ч МФДА, записанные при 140, 160 и 200 °С (а), и для эпоксидной смолы ЭД-5, отвержденной МФДА, записанный при 200°С (б). |
При этом для проявления механо-химической деструкции в пространсгвенной структуре композиции со стехиометрическим содержанием МФДА требуется значительно большая удельная нагрузка (12,5 кгс/см2), чем для композиции с содержанием 10 вес. ч МФДА (3,6 кгс/см2).
Таблица 4.
|
Изменение деформации (h3 - h2) в зависимости от содержания МФДА |
||||
|
МФДА, вес. ч. (h3 - h2), мм |
5 - |
10 1 |
15,4 0,3 |
20 0,7 |
Полученные данные по оценке относительной величины деструктивного течения в исследуемых композициях дополнительно подтверждают ранее сделанный вывод о том, что наиболее плотно сшитая трёхмерная структура образуется при содержании отвердителя МФДА в области стехиометрического значения, рассчитанного с учётом взаимодействия МФДА как с эпоксидными группами смолы, так и с изоционатными группами каучука.
Таким образом, в рамках данной работы было количественно охарактеризовано влияние количества отвердителя на свойства модифицированного эпоксидного связующего, и, в частности, показано что максимум частоты сшивки пространственной структуры расположен в области стехиометрического значения МФДА.
Заключение
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.