



4 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ВПУСКНОГО КЛАПАНА
Впускные клапаны как наиболее напряженные элементы дизеля работают в условиях резких изменений температуры, а так же химических и механических воздействий, поэтому они в процессе эксплуатации подвержены различного рода повреждениям, ограничивающих их ресурс. Основные виды неисправностей клапанов дизелей представлены в таблице 5.1.
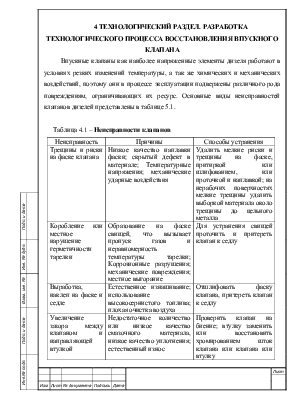
Таблица 4.1 – Неисправности клапанов
|
Неисправность |
Причины |
Способы устранения |
|
Трещины и риски на фаске клапана |
Низкое качество наплавки фаски; скрытый дефект в материале; Температурные напряжения; механические ударные воздействия |
Удалить мелкие риски и трещины на фаске, притиркой или шлифованием, или проточкой и наплавкой; на нерабочих поверхностях мелкие трещины удалить выборкой материала около трещины до цельного металла |
|
Коробление или местное нарушение герметичности тарелки |
Образование на фаске свищей, что вызывает пропуск газов и неравномерность температуры тарелки; Коррозионные разрушения; механические повреждения; местное выгорание |
Для устранения свищей проточить и притереть клапан к седлу |
|
Выработка, наклеп на фаске и седле |
Естественное изнашивание; использование высокосернистого топлива; плохая очистка воздуха |
Отшлифовать фаску клапана, притереть клапан к седлу |
|
Увеличение зазора между клапаном и направляющей втулкой |
Недостаточное количество или низкое качество смазочного материала, низкое качество уплотнения; естественный износ |
Проверить клапан на биение; втулку заменить или восстановить хромированием шток клапана или клапана или втулку |
Клапаны, поступающие в ремонт, должны быть очищены от грязи, обезжирены и отдефектованы в соответствии с технологическими условиями на дефектацию и ремонт двигателя.
К восстановлению допускаются клапаны, не имеющие уменьшения толщины тарелки в районе уплотнительного пояска до 50%.
На поверхности штока клапана и тарелки не допускается наличие трещин; не допускается изгиб штока клапана.
Восстановление и упрочнение рабочих фасок клапанов судовых дизелей, изготовленных из сталей Х9С2, 40Х, 40Х10С2М, 20ХН4ФА, 4Х14Н14В2М по ГОСТ 5632-72 или им подобных материалов, осуществляется с последующим оплавлением.
Работы по наплавке и напылению клапанов производится в цеховых условиях на участках сварки при температуре не ниже 0°С.
4.1 Оборудование, материалы, оснастка
Участок плазменной наплавки клапанов должен быть оснащен:
- вентиляционной камерой;
- плазменной установкой, в состав которой входит плазматрон, источник питания для аргонодуговой сварки и манипулятор;
- токарным станком для предварительной и последующей обработке уплотнительной поверхности;
- баллоном с редуктором для газообразного аргона;
- печью для нагрева клапанов от 100 до 450°С;
- ротаметрами для контроля расхода газа;
- камерой для абразивно-струйной обработки;
- устройством для очистки сжатого воздуха от влаги и масла.
Для мойки и обезжиривания деталей применяют органические растворители (тетрахлорэтилен, трихлорэтилен, “Лабомид 315” ТУ 6-15-01-90-75, “Лабомид 102” ТУ 6-18-152-73), 3-5% раствор каустической соды или карбоната натрия, моющие средства, щелочные растворы и эмульсии по ГОСТ 9.025-74.
Для струйно-абразивной обработки клапана применяются материалы: чугунная крошка (с размерами зерен 0,5 – 1,5 мм); электрокорунд № 80,100 ГОСТ 3647-80.
При плазменном методе восстановления клапанов используют аргон газообразный по ГОСТ 10157-79, порошок ПХ-ХН80С2Р2 и ПГ-СР2-80 (ГОСТ 21448-75).
4.2 Технология плазменной наплавки
Технологическая схема плазменной наплавки клапанов.
- Проточить уплотнительный поясок клапана (рис. 5.1).
- Нагреть клапан в печи до 250°С.
- Установить клапан в манипулятор плазменной установки. Наплавить уплотнительный поясок тарелки клапана с припуском на механическую обработку 5 мм.
Режим наплавки:
Сила сварочного тока (ток прямой) 90-100 А.
Напряжение на дуге 16 В.
Частота колебаний 50 Гц
Расход газа, л/ч
плазмообразующего 75
защитного 1000
транспортного 1000
Расход порошка 24 г/мин
Скорость наплавки 0,6 об/мин
Угол наклона плазматрона к направляемой поверхности 90°
Расстояние от плазматрона до наплавляемой поверхности 8 мм.
- Поместить наплавленный клапан для снятия остаточных напряжений в ящик с асбестовым пухом до полного его остывания, после чего передать на механическую обработку.
- Произвести черновую протоку уплотнительного пояска тарелки клапана с припуском на номинальный размер по чертежу.
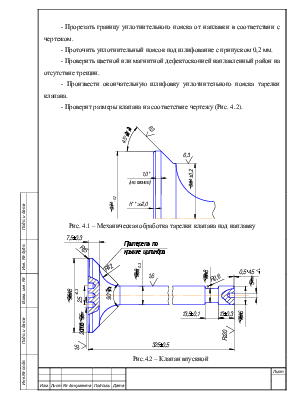
- Прорезать границу уплотнительного пояска от наплавки в соответствии с чертежом.
- Проточить уплотнительный поясок под шлифование с припуском 0,2 мм.
- Проверить цветной или магнитной дефектоскопией наплавленный район на отсутствие трещин.
- Произвести окончательную шлифовку уплотнительного пояска тарелки клапана.
- Проверит размеры клапана на соответствие чертежу (Рис. 4.2).
Рис. 4.1 – Механическая обработка тарелки клапана под наплавку
Рис.4.2 – Клапан впускной
4.3 Подготовка клапана перед наплавкой
Подготовка детали.
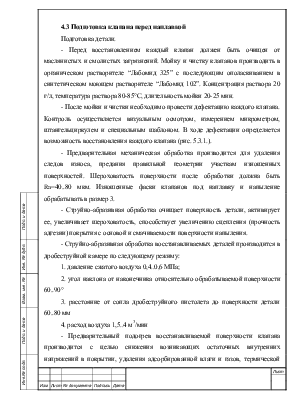
- Перед восстановлением каждый клапан должен быть очищен от маслянистых и смолистых загрязнений. Мойку и чистку клапанов производить в органическом растворителе “Лабомид 325” с последующим ополаскиванием в синтетическом моющем растворителе “Лабомид 102”. Концентрация раствора 20 г/л, температура раствора 80-85°С, длительность мойки 20-25 мин.
- После мойки и чистки необходимо провести дефектацию каждого клапана. Контроль осуществляется визуальным осмотром, измерением микрометром, штангельциркулем и специальным шаблоном. В ходе дефектации определяется возможность восстановления каждого клапана (рис. 5.3.1.).
- Предварительная механическая обработка производится для удаления следов износа, предания правильной геометрии участкам изношенных поверхностей. Шероховатость поверхности после обработки должна быть Ra=40..80 мкм. Изношенные фаски клапанов под наплавку и напыление обрабатывать в размер 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.