Министерство образования и науки РФ
Новосибирский государственный технический университет
Кафедра проектирования металлорежущего инструмента
Проектирование металлорежущего инструмента
Факультет: МТф
Группа: КП-11
Студент: Моисеев И.А.
Преподаватель: Яковлев Н. Д.
Проектирование фасонного резца
Исходные данные на работу
- Тип резца – Круглый.
- Материал детали – Бр Аж9 – 4.
- HB110.
- Производство деталей – крупносерийное; производство инструмента – мелкосерийное.
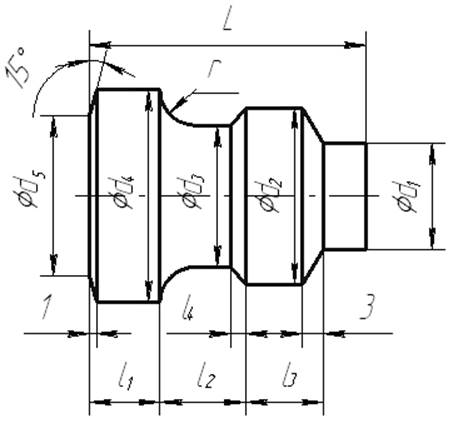
- Размеры детали:

Вычисляем недостающие размеры:
Размер d5 находим конструктивно: d5 = 22. 54 мм
Графическое профилирование фасонного резца
Фасонные резцы применяют для точения из прутка деталей в виде тел вращения с фасонными профилями.
- Задний угол ![]() , передний угол назначают в зависимости от
твердости обрабатываемого материала g
= 5°.
, передний угол назначают в зависимости от
твердости обрабатываемого материала g
= 5°.
- Определяем глубину профиля детали
 ,
,
а затем по величине t выбираем наружный D = 50 мм и внутренний d = 12 мм диаметры резца.
- На профиле детали намечаем характерные точки 1, 2, 3…положение их определяется радиусами ri (r1, r2, r3,…) и осевыми размерами – li. При этом для радиусных участков профиля установим дополнительные промежуточные точки.
![]()
![]()
![]()
- Найдем отклонения заданных размеров детали. Неуказанные на чертеже предельные отклонения размеров детали принимаем: для валов – по h14, для отверстий – по Н14, остальных – по Js14. Отклонения сведены в Таблицу 1.
Таблица 1.
|
Размеры по чертежу |
Результаты расчета |
||||
|
Обозначение |
Отклонения, мм |
ri, мм |
±eci, мм |
±Dci, мм |
|
|
ES |
EI |
||||
|
d1-2 =15h14 мм |
0 |
- 0.430 |
7.3925 |
±0.1075 |
±0,0496 |
|
d3 =20h14 мм |
0 |
- 0.520 |
9.87 |
±0.13 |
±0,06085 |
|
d4-5 = 25f9 мм |
-0,020 |
-0,072 |
12.477 |
±0.13 |
±0,06085 |
|
d6 = 22.5h14 мм |
0 |
- 0.520 |
11.12 |
±0.13 |
±0,06085 |
|
d7-8 = 20h14 мм |
0 |
- 0.620 |
9.845 |
±0.155 |
±0,06825 |
|
d9 = 22.93h14 мм |
0 |
- 0.520 |
8.7134 |
±0.13 |
±0,06085 |
|
d10-11 = 30h11 мм |
0 |
- 0.13 |
14.9675 |
±0.0325 |
Базовый |
|
d12 = 26.27h14 мм |
0 |
- 0.520 |
13.005 |
±0.13 |
±0,06085 |
|
d13 = 22.54h14 мм |
0 |
- 0.520 |
11.14 |
±0.13 |
±0,06085 |
- Определение координат ri совмещаем с расчетом допусков ![]() на глубины профиля фасонного
резца. На чертеже профиля резца указываем только высоты профиля от базовой
точки. За базовую точку принимаем точку 10.
на глубины профиля фасонного
резца. На чертеже профиля резца указываем только высоты профиля от базовой
точки. За базовую точку принимаем точку 10.
Алгоритм расчета координат ri и отклонений на глубины профиля
резца ±![]() описывается следующими уравнениями:
описывается следующими уравнениями:
средний радиус и его среднее отклонение
среднее отклонение глубины профиля резца от базы
В таблице 1 приведены результаты расчета.
Аналитическое профилирование фасонного резца.
Целью коррекционного расчета является определение таких размеров и форм фасонного резца, которые при проектируемых углах его заточки и установки создавали бы на обрабатываемой детали профиль, заданный его чертежом.
Расчет производится по следующему алгоритму:
DОn1:
![]()
![]()
DОn3:

![]()
![]()
![]()
DОn4:

![]()
![]()
DОn11:

![]()
![]()
DОn11:

![]()
![]()
DОn9:

![]()
![]()
DОn8:

![]()
![]()
DОn7:

![]()
![]()
DО11m:
![]()
![]()
![]()
![]()
DО13m:


DО14m:
![]()


DО112m:
![]()


DО111m:
![]()


DО19m:
![]()


DО18m:
![]()


DО17m:
![]()


Строим эпюру задних углов aNi на профиле резца, которые определяются по формуле
![]()
где ai – задний угол в точке i в сечении, перпендикулярном к оси резца или линии базы крепления,
 ; ji – угол в основной плоскости между
проекцией режущей кромки резца в точке i и направлением указанного
измерения угла.
; ji – угол в основной плоскости между
проекцией режущей кромки резца в точке i и направлением указанного
измерения угла.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()

![]()

![]()
![]()

![]()
![]()
![]()
y1 = 3,15; y2 = 0;


![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()

![]()
![]()
![]()
![]()
Результаты расчета приведены в таблице 2.
Конструктивные элементы круглого резца
Размер, обеспечивающий достаточное пространство для размещения стружки а = 5,5 мм.
С правой стороны резца выполняем буртик шириной lб = 3 мм, dб = (1,5¸1,7)d = 33 мм.
Число зубьев z = 34
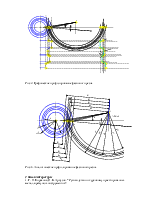
Рис. 1. Эпюры задних углов.
Рис 2. Графическое профилирование фасонного резца
Рис. 3. Аналитическое профилирование фасонного резца
Список литературы
1. Г. Н. Кирсанов, О. Б. Арбузов. “ Руководство по курсовому проектированию металлорежущих инструментов”.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.