Выбор типа крепления и базирования режущего элемента в корпусе инструмента
 Крепление пластины для сборного резца выберем согласно табл. 6 [1] в
зависимости от материала заготовки плоским клином (Рис. 2).
Крепление пластины для сборного резца выберем согласно табл. 6 [1] в
зависимости от материала заготовки плоским клином (Рис. 2).
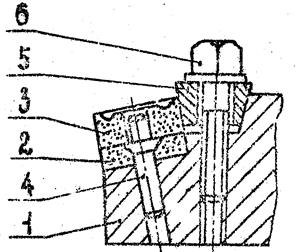
Рис. 2 Крепление плоским клином
2. Проектирование круглого фасонного резца.
2.1. Введение
Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали, большую экономию машинного времени. Резцы удобны в эксплуатации благодаря простоте переточки по передней поверхности.
Фасонные резцы используют на токарных и револьверных станках, автоматах и
полуавтоматах. Резцы проектируют для обработки
конкретной детали, и их применение
экономически оправдано при крупносерийном
и массовом производстве .
.
Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические, так как представляют собой тела вращения, и допускают большее число переточек и стачиваются до остаточной по условию прочности величины.
2.2. Исходные данные
Рис. 3 Эскиз детали, обрабатываемой фасонным резцом.
Таблица 2
|
№ вар. |
Тип резца |
Материал детали |
Размеры детали, мм |
||||||||||
|
Марка |
МПа |
d1 |
d2 |
d3 |
d4 |
d5 |
l1 |
l2 |
l3 |
L |
R или r* |
||
|
19 |
Круглый |
Алюмин |
120 |
18h8 |
22 |
30 |
40hl2 |
28b12 |
8 |
10 |
1 |
29 |
2,5* |
2.3. Определение параметров профиля резца. Расчет допусков на глубины профиля резца.
Разделим профиль детали на элементарные участки и присвоим номера (1-12) узловым точкам. Основная точка (1) совпадает с базовой (Б). Это связано с тем, что основная точка выбирается по наименьшему диаметру, а в качестве базы – точка поверхности детали с наименьшим полем допуска. По исходным данным d1 = 18h8.
Рис. 4 Профиль детали
Определение координат ri
совмещаем с расчетом допусков ![]() на глубины профиля фасонного
резца.
на глубины профиля фасонного
резца.
Средний радиус, его среднее отклонение и среднее отклонение глубины профиля резца от базы представим для нулевой (базовой) и первой точки, а остальные занесем в табл.3:
Таблица 3 Отклонения радиальных размеров профиля детали и результаты расчета их средних значений и допусков на глубины профиля резца.
|
Размеры по чертежу |
Результаты расчета |
||||
|
Обозначение |
отклонения, мм |
ri,мм |
±eci,мм |
±Δci,мм |
|
|
es |
ei |
||||
|
d1=18h8 |
0 |
-0,027 |
8,99325 |
-0,0068 |
базовый |
|
d2=22h14 |
0 |
-0,52 |
10,87 |
-0,13 |
-0,0616 |
|
d3=30h14 |
0 |
-0,52 |
14,87 |
-0,13 |
-0,0616 |
|
d4=40h12 |
0 |
-0,25 |
19,9375 |
-0,0625 |
-0,0279 |
|
d5=28b12 |
-0,16 |
-0,37 |
13,8675 |
-0,1325 |
-0,0629 |
|
d6=27,27h14 |
0 |
-0,52 |
13,505 |
-0,13 |
-0,0616 |
Рассмотрим конусный участок 4-5 и определим углы φ4, φ5 (рис. 4):

 Таблица 4 Параметры профиля детали.
Таблица 4 Параметры профиля детали.
|
Номер узловых точек |
В координатах Х-О-Y |
φн |
φк |
|
|
r |
x |
|||
|
1 |
8,99325 |
0 |
- |
90 |
|
2 |
8,99325 |
10,3 |
90 |
90 |
|
3 |
9,425 |
13,96 |
45 |
45 |
|
4 |
10,87 |
16 |
0 |
65,89 |
|
5 |
14,87 |
20 |
65,89 |
0 |
|
6 |
18,535 |
22,93 |
45 |
45 |
|
7 |
19,9375 |
30 |
90 |
90 |
|
8 |
18,535 |
37,06 |
45 |
45 |
|
9 |
14,87 |
40 |
0 |
0 |
|
10 |
13,8675 |
40 |
0 |
90 |
|
11 |
13,8675 |
56 |
90 |
20 |
|
12 |
13,505 |
58 |
20 |
- |
2.4 Определение конструктивных параметров круглых фасонных резцов:
При определении конструктивных параметров круглого фасонного резца производится выбор типа крепления резца, назначение параметров крепления, определение наружного диаметра резца, определение размеров рифлений, назначение дополнительных ежущих кромок и определение размеров выточки посадочного отверстия.
Составляющая сила резания:
Диаметр посадочного отверстия:
![]()
Принимаем ![]()
Наибольшая глубина профиля детали:
![]()
Наружный диаметр резца:
![]()
Принимаем ![]()
![]()
2.4. Аналитический способ определения профиля круглого резца с радиальной подачей и параллельным расположением базы крепления к оси детали, т.е. λ=0
Целью коррекционного расчета является определение таких размеров и форм фасонного резца, которые при проектируемых углах его заточки и установки создавали бы на обрабатываемой детали профиль, заданный его чертежом.
Для круглого фасонного резца при обработке детали из
алюминия принимаем ![]() =30°, α=10˚.
=30°, α=10˚.
 Таблица 5 Геометрические параметры режущей части фасонного
резца.
Таблица 5 Геометрические параметры режущей части фасонного
резца.
|
γ |
В |
К |
τ |
Σ0 |
Н0 |
Σ |
Т |
α |
αN |
αN |
|
|
1 |
30 |
8,99325 |
0 |
0 |
40 |
17,67 |
40 |
0 |
10 |
- |
10 |
|
2 |
30 |
8,99325 |
0 |
0 |
40 |
17,67 |
40 |
0 |
10 |
10 |
10 |
|
3 |
28,5 |
9,422 |
0,43 |
0,5 |
40 |
17,67 |
40,6 |
0,38 |
12,1 |
8,6 |
8,6 |
|
4 |
24,44 |
10,82 |
1,83 |
2,11 |
40 |
17,67 |
42,99 |
1,58 |
18,56 |
0 |
8,54 |
|
5 |
17,6 |
14,52 |
5,53 |
6,4 |
40 |
17,67 |
49,3 |
4,56 |
31,7 |
15,43 |
0 |
|
6 |
14 |
17,82 |
8,83 |
10,2 |
40 |
17,67 |
56,45 |
6,86 |
42,41 |
32,86 |
32,86 |
|
7 |
13 |
19,1 |
10,1 |
11,64 |
40 |
17,67 |
59,53 |
7,63 |
46,5 |
46,5 |
46,5 |
|
8 |
14 |
17,82 |
8,83 |
10,2 |
40 |
17,67 |
56,45 |
6,86 |
42,41 |
32,86 |
32,86 |
|
9 |
17,6 |
14,52 |
5,53 |
6,4 |
40 |
17,67 |
49,3 |
4,56 |
31,7 |
23,58 |
0 |
|
10 |
18,9 |
13,6 |
4,62 |
5,33 |
40 |
17,67 |
47,53 |
3,86 |
28,61 |
0 |
28,61 |
|
11 |
18,9 |
13,6 |
4,62 |
5,33 |
40 |
17,67 |
47,53 |
3,86 |
28,61 |
28,61 |
10,57 |
|
12 |
19,45 |
13,28 |
4,28 |
4,95 |
40 |
17,67 |
46,92 |
3,6 |
27,5 |
10,1 |
- |
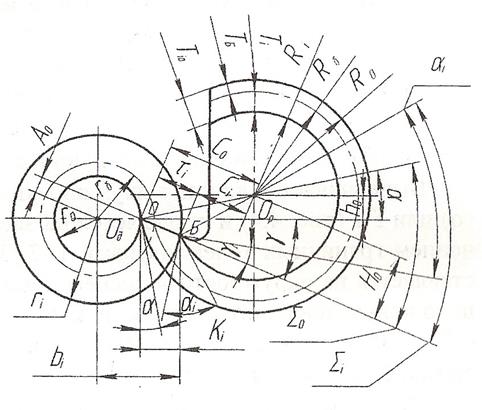
Рис.5 Схема аналитического определения размеров профиля круглого
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.