МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «ПТМ»
Дисциплина: Металлорежущие станки
Расчётно-графическая работа
Факультет: МТ Преподаватель: Иванцивский В.В.
Группа: ТМ-801
Студент: Маркелов М.В.
Новосибирск, 2012
Цель: Ознакомиться с назначением станка, областью его применения, с технической характеристикой и применяемыми режущими инструментами. Выявить основные узлы и исполнительные органы станка. Привести настройку и описание каждого исполнительного движения, при обработке косозубого цилиндрического колеса. Вывести расчетные уравнения кинематического баланса для настройки скорости, пути и траектории сложного движения. Осуществить подбор сменных зубчатых колес.
1. Исходные данные[5]
|
Модель станка |
Нарезаемое колесо |
фреза |
||||||
|
Модуль |
Число зубьев |
Ширина венца, мм |
Диаметр отверстия, мм |
Угол наклона зуба, ̊ |
Направление наклона зуба |
Число заходов |
Направ витков |
|
|
5Е32 |
4 |
44 |
40 |
30 |
45 |
левое |
1 |
левое |
Тип и материал инструмента.[1.с.192]
Для нарезания данного колеса применяется фреза червячная чистовая по ГОСТ 9324-80(типа 2 класса точности АА)
Материал фрезы Р6М5.
Модуль фрезы m0=4 мм.
Наружный диаметр фрезы da1=112 мм
Длина фрезы L=100 мм.
Число заходов фрезы k=1.
Направление витков фрезы правое.
Угол наклона зубьев фрезы w=2,860
Назначение режимов обработки.
Из рекомендуемых [2]
Выбираем режимы резания:v=27 м/мин ,S=2,4 мм/об. заг
2. Краткая характеристика станка
Станок модели 5Е32 является универсальным и предназначен для нарезания червячными фрезами прямозубых, косозубых и червячных колес среднего размера. На этом станке можно производить зубонарезание методами встречного и попутного фрезерования. Станок работает по замкнутому полуавтоматическому циклу, имеет механизм для передвижения фрезы. Повышенная жесткость и мощность станка обеспечивают высокое качество нарезаемых колес и увеличивают производительность.
Станок работает по методу обкатки, т. е. Механического воспроизводства зацепления червяка (червячной фрезы) с колесом (заготовкой).
Техническая характеристика станка[2. с.134]
· Наибольший нарезаемый модуль в мм :
По стали……………………………………………………………..6
По чугуну……………………………………………………………8
· Наибольший диаметр обрабатываемых колес в мм…………………800
· Наибольшая ширина обкатываемого венца колеса в мм…………....280
· Наибольшие размеры зуборезного инструмента в мм:
Диаметр……………………………………………………………..6
Длинна………………………………………………………………8
· Наибольшее вертикальное перемещение суппорта в мм……………335
· Наибольший угол поворота суппорта в град…………………………±60
· Цена деления шкалы поворота суппорта:
По линейке…………………………………………………………..1̊
По нониусу………………………………………………………….6’
· Расстояние между осями фрезы и заготовки в мм…………..…..…...30-480
· Наибольшее осевое перемещение фрезы у протяжного суппорта в мм..195
· Наибольшие размеры червячной фрезы в мм:
Диаметр…………………………………………………………..….125
Длинна………………………………………………………….……130
· Наибольшее перемещение суппортной стойки в мм………………….450
· Диаметр стола в мм…………….…………….…………….……………475
· Мощность электродвигателя в кВт:
Главных движений……………………………………………..……4
Быстрого хода………………………………………………….…….1
· Габариты станка(в плане) в мм.…………….…………….……………..2390х2080
· Вес станка в т……………………………………………………………..4
Общий вид зубофрезерного станка.
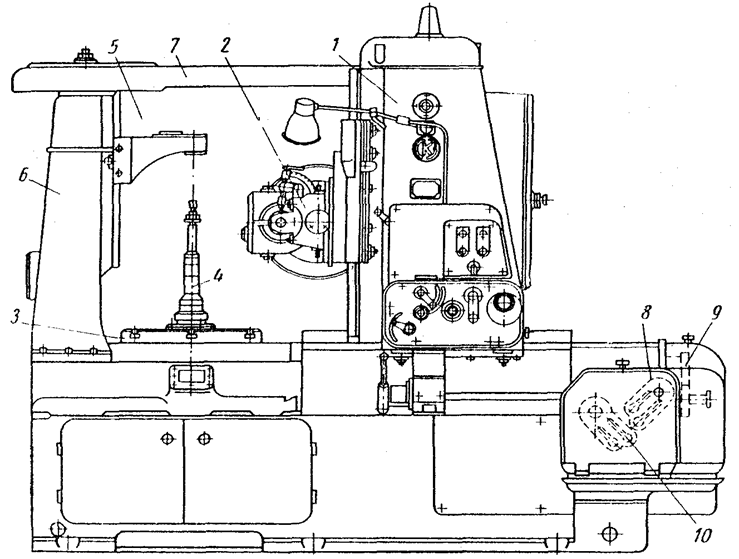
На направляющих стойки 1 станины смонтирован фрезерный суппорт 2, несущий шпиндель червячной фрезы. На горизонтальных направляющих станины расположены салазки со столом 3. Оправка 4 служит для установки и закрепления заготовок. Верхний конец ее при необходимости вводится в люнет 5.
Стойка 6, на которой крепится люнет с помощью верхней балки 7, связана со стойкой 1, образуя вместе со станиной жесткую систему. Справа станины размещены основные механизмы привода и гитары настройки подачи 8, деления 9, дифференциала 10.
![]() Движения в
станке: движение резания – вращение
шпинделя фрезерного суппорта с червячной фрезой; движения подачи – вертикальное перемещение фрезерного суппорта 2,
горизонтально перемещение стола 3; движение
обкатки и деления – непрерывное вращение стола с заготовкой; вспомогательные движения – быстрые
механические и ручные установочные перемещения фрезерного суппорта и подвижной
стойки.
Движения в
станке: движение резания – вращение
шпинделя фрезерного суппорта с червячной фрезой; движения подачи – вертикальное перемещение фрезерного суппорта 2,
горизонтально перемещение стола 3; движение
обкатки и деления – непрерывное вращение стола с заготовкой; вспомогательные движения – быстрые
механические и ручные установочные перемещения фрезерного суппорта и подвижной
стойки.
3. Построение структурной схемы станка.
3.1. Выявление элементарных движений
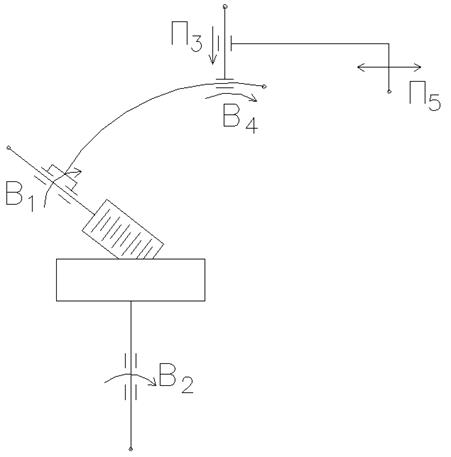
Рис. 2. Компоновочная схема станка
3.2.Выявление формообразующих линий и методы их получения.
![]()

![]() Образующая (эвольвента)
Образующая (эвольвента)
 |
![]()
![]() Направляющая (винтовая линия)
Направляющая (винтовая линия)
Рис.3.
Образующая линия (рис.3.) –эвольвента получается методом обката (псевдокопирования).
Метод обката заключается в том, что форма производящей линии получается в виде огибающих последовательных положениях, занимаемых режущей кромкой инструмента при обкатывание ее без скольжения по образуемой линии.
Требуется формообразующее движение. Точность получаемых производящих линий определяется точностью и качества режущей кромки и траекторией движения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.