Направляющая линия – винтовая линия получается методом касания.
Метод касания состоит в том, что форма производящей линии получается в виде огибающей мест касания детали режущей точкой инструмента (множество точек) в результате относительного движения заготовки и инструмента.
Требуется формообразующее движение. Точность зависит от конструкции инструмента, скорости и траектории движения.
При обработке данного цилиндрического косозубого колеса необходимы следующие формообразующие движения:
ФV(В1 В2)- для образование эвольвенты,
ФS(В2 П4)-для образования винтовой линии.
Направляющие узлов зубофрезерного станка обеспечивают траектории следующих элементарных движений (рис. 2):
В1 – вращение фрезы;
В2 – вращение стола с заготовкой;
П3 – перемещение суппорта с фрезой параллельно оси заготовки;
В4 – разворот суппорта с фрезой;
П5 – перемещение стола.
При нарезании цилиндрических косозубых колес из перечисленных ЭД образуются следующие исполнительные движения:
Фv(В1 В2) – движение формообразования, движение скорости резания, необходимое для получения образующей линии;
Фs(П3 В2) – движение формообразования, движение подачи, необходимое для получения направляющей линии;
Уст(П5) – настройка высоты зуба;
Уст(В4) – разворот фрезы для определения ширины зуба;
Всп(П5) – быстрое перемещение стола.;
Всп(П3) – быстрое перемещение суппорта с фрезой параллельно оси заготовки.
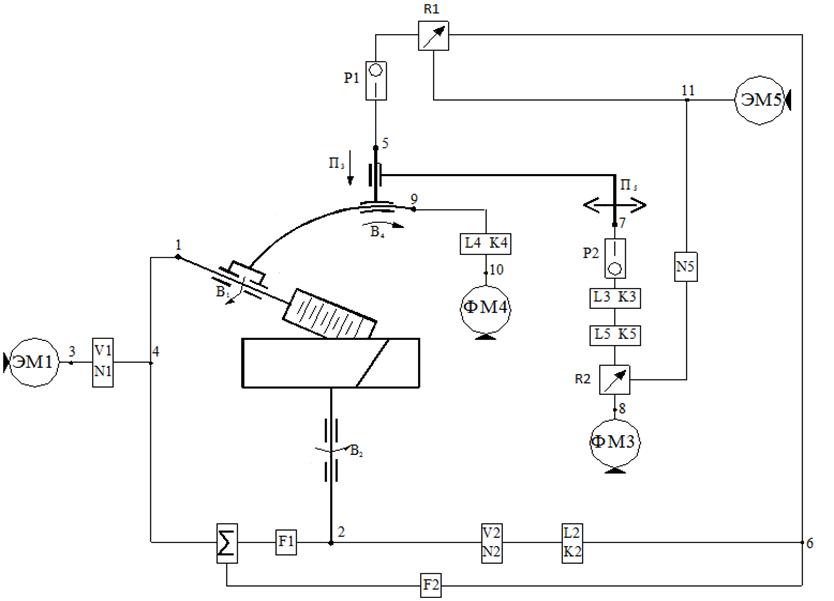
Рис. 3. Структурная схема нарезания зубчатых колес
4. Кинематический анализ станка . Рис. 2. Кинематическая схема зубофрезерного станка мод. 5Е32
4.1.Движение формообразования Фv(В1 В2)
ФV(В1 В2)- Движение резания является сложным с замкнутой траекторией, следовательно, необходимо настроить 3 параметра: F, N, V. Траекторию необходимо настроить с точностью: dI=0; скорость настраивают с точностью dI=10-15%.
Представляет собой согласованное вращение фрезы и стола с заготовкой. Оно создается кинематической группой, состоящей из:
внутренней связи направляющие инструментально шпинделя -1-F1-2- направляющие шпинделя изделия с органом настройки траектории F1
внешней связи ЭМ1-3-V1-N1-4 с органами настройки скорости V1 и
направления N1.
Траектория движения ![]() . Траектория движения (эвольвента) образуется согласованием параметров
элементарных движений В1 и В2 по пути и направлению. Количественно
эта взаимосвязь может быть выражена так:
. Траектория движения (эвольвента) образуется согласованием параметров
элементарных движений В1 и В2 по пути и направлению. Количественно
эта взаимосвязь может быть выражена так:
1 об. фрезы ![]() об. заготовки.
об. заготовки.
где k – число заходов фрезы; z – число зубьев нарезаемого колеса.
По этому условию настройки составляем уравнение баланса расчетной кинематической цепи и выводим расчетную формулу:
![]()
где Р1-2 – постоянное передаточное отношение кинематической цепи между точками 1 и 2 (рис. 3); iF1 – передаточное отношение гитары обката.
Для станка эти зависимости принимают вид :

где ![]() при z £ 161 и
при z £ 161 и ![]() при z > 161;
при z > 161;
Подбираем подходящие по передаточному отношению пару сменных колес из прилагаемых к станку набору сменных колес:
Проверка гитары по условиям сцепляемости:
 - условия выполняются.
- условия выполняются.
К станку прилагается набор зубчатых колес, который является общим для гитар обката, дифференциала и подачи: 20-23-24-25-30-33-34-35-37-40-41-43-45-46-47-48-50-53-55-57-58-59-60-61-62-66-67-70-71-73-75-77-80-83-85-89-90-92-95-97-98-100.
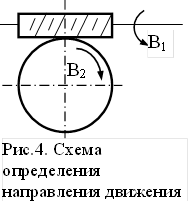
Согласование движений по направлению В1 и В2 осуществляется установкой или снятием дополнительного колеса в гитаре обката (между колесами e и f). В свою очередь элементарное движение В2 зависит от направления витков фрезы (правое или левое) и движения В1 (рис. 4).
 Направление движения
Направление движения ![]() .
.
Исходным условием для определения направления движения резания является направление вращения фрезы В1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.