


МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
«НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «Технология машиностроения»
Дисциплина: Основы технологии машиностроения
Лабораторная работа № 1
Вариант 3-3
Исследование точности механической обработки
Факультет: МТ Преподаватели: Гаар Н.П.
Группа: ТМ-802
Студенты: Смирнов И.
Новосибирск, 2011
Цель работы: овладеть навыками использования статистических методов при исследовании точности механической обработки.
Исходные данные: Max=23.64; Min=23.52
Для малых выборок основные статистические характеристики ![]() ,
, ![]() определяются
непосредственно по результатам измерений.
определяются
непосредственно по результатам измерений.
Выборочное среднее ![]() по формуле
по формуле
 (1)
(1)
где ![]() - измеренное значение;
- измеренное значение;
![]() - число всех измерений (объём выборок).
- число всех измерений (объём выборок).
Выборочное среднее квадратичное отклонение
 (2)
(2)
или по формуле
 (3)
(3)
Для больших выборок при вычислении статистических характеристик исходные данные систематизируют. Систематизация заключается в представлении результатов измерений в виде вариационного ряда в порядке возрастания результатов
Затем определяют размах варьирования
![]() (4)
(4)
где ![]() и
и ![]() -
максимальные и минимальные значения измерений. Размах варьирования разбивают на
7… 15 равных интервалов и подсчитывают число наблюдений, заключённых в каждом
интервале.
-
максимальные и минимальные значения измерений. Размах варьирования разбивают на
7… 15 равных интервалов и подсчитывают число наблюдений, заключённых в каждом
интервале.
Выборочное среднее значение определяют по формуле
 (5)
(5)
где ![]() - значение в середине
- значение в середине ![]() го интервала;
го интервала;
![]() - число значений, заключенных в
- число значений, заключенных в ![]() ом интервале;
ом интервале;
![]() - число всех измерений (объём выборок);
- число всех измерений (объём выборок);
![]() - число интервалов.
- число интервалов.
Выборочное среднее квадратичное отклонение определяют из выражения
 (6)
(6)
или удобнее вычислить по формуле
 (7)
(7)
![]() ;
;  ;
;  ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]()
![]()
![]() ;
;![]() ;
;![]()
Где W-процент годных деталей; Р1, Р2-несправимый и исправимый брак соответственно; Р - ожидаемый процент брака.
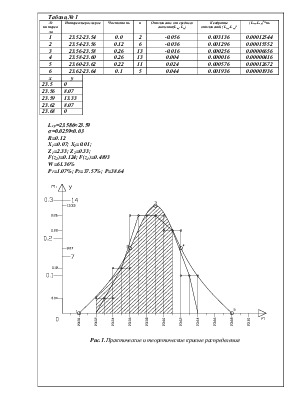
Таблиц № 1
|
№ интервала |
Интервалы размеров |
Частота mi |
n |
Отклонение от среднего значения(Licp-Lcp) |
Квадраты отклонений (Licp-Lcp)2 |
(Licp-Lcp)2*mi |
|
|
1 |
23.52-23.54 |
0.0 |
2 |
-0.056 |
0.003136 |
0.00012544 |
|
|
2 |
23.54-23.56 |
0.12 |
6 |
-0.036 |
0.001296 |
0.00015552 |
|
|
3 |
23.56-23.58 |
0.26 |
13 |
-0.016 |
0.000256 |
0.00006656 |
|
|
4 |
23.58-23.60 |
0.26 |
13 |
0.004 |
0.000016 |
0.00000416 |
|
|
5 |
23.60-23.62 |
0.22 |
11 |
0.024 |
0.000576 |
0.00012672 |
|
|
6 |
23.62-23.64 |
0.1 |
5 |
0.044 |
0.001936 |
0.00001936 |
|
|
x |
y |
||||||
|
23.5 |
0 |
||||||
|
23.56 |
8.07 |
||||||
|
23.59 |
13.33 |
||||||
|
23.62 |
8.07 |
||||||
|
23.68 |
0 |
||||||
Lcp=23.586≈23.59
σ=0.0259≈0.03
R=0.12
X1=0.07; X2=0.01;
Z1=2.33; Z2=0.33;
F(z2)=0.124; F(z1)=0.4893
W=61.36%
P1=1.07%; P2=37.57%; P=38.64
 |
Рис.1. Практические и теоретические кривые распределения
Вывод: В результате проведенной работы, было выявлено, что вероятность получения годных деталей равно 61,36%, отсюда следует, что вероятность брака равна 38,64%. Из этого брака 1,07% - это неисправимый брак, а 37,57% - исправимый.
Чтобы снизить вероятность получения брака, можно повысить стойкость режущего инструмента, что бы избежать его затупления; перепроверить режимы резания и сделать их более мягкими; усилить крепление заготовки, чтобы избежать ее колебаний.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.