


Министерство высшего и среднего специального образовании России
Волжский инженерно-строительный институт
Кафедра: "Строительные и дорожные машины и оборудование"
Лабораторная работа №1
«Исследование влияния упругой деформации заготовки на точность ее обработки»
По курсу технологии машиностроения и ремонта С Д М
Выполнил студент:
группы СДМ-97
_____________________
Ст. преподаватель:
Караулов Е.В.
 Волжский
2002
Волжский
2002
1 Цель работы
1.1 Ознакомиться с оборудованием и инструментами, применяемыми при выполнении работы;
1.2 Освоить процесс аналитического определения деформации заготовки;
1.3 Сравнить рассчитанную деформацию с деформацией, полученной при измерении.
2 Основные теоретические положения
Точность в машиностроении имеет большое значение для повышения эксплуатационных свойств машин и построений, технологического процесса изготовления и ремонта деталей.
Однако, на всех этапах технологического процесса изготовления деталей машин неизбежны те или иные погрешности, в результате чего достичь абсолютную точность почти не возможно. К числу таких погрешностей относится погрешность от упругой деформации заготовки. Возникающая в процессе резания сила вызывает упругую деформацию заготовки. Ее величина зависит как от силы резания, так и от жесткости системы СПИД (станок – приспособление – инструмент – деталь).
Жесткость системы СПИД определяется отношением действующей силы к деформации, вызываемой этой силой.
На точность обработанной поверхности больше всего влияет радиальная составляющая силы резания Ру.
.Жесткость системы СПИД можно определить экспериментально и найти расчетным путем, пользуясь формулами курса сопротивления материалов, рассматривая деталь как балку.
Для вала, закрепленного в центрах при нагружении по середине:
 , мм
, мм
Для вала закрепленного в патроне:
 , мм
, мм
Для вала .закрепленного в патроне и в центре:
 , мм
, мм
где Y -прогиб заготовки, мм;
Py - радиальная составляющая сила резания;
l - расстояние от места кропления до плоскости приложения силы, мм;
Е - модуль упругости, для стали- 2.1´104 кг/мм2;
J - момент инерции поперечного сечения заготовки для сплошного круглого сечения определяется по формуле:
 , мм
, мм
где d - диаметр заготовки, мм.
При аналитическом расчете упругой деформации заготовки радиальная составляющая силы резания рассчитывается по формулам теории резания. Сила резания не постоянна по величине, так как зависит от процесса стружкообразования и неравномерности снимаемого припуска. Поэтому в процессе резания сила резания колеблется от некоторого минимального до максимального значения. Точка приложения силы резания непрерывно перемещается по мере перемещения резца, поэтому сила резания имеет динамический характер и при аналитических расчетах упругих деформаций, расчетную силу резания увеличивают в 1.2...1.4 раза при черновой обработке и в 1.1...1.2 - при чистовой.
В процессе обработки упругая деформация заготовки нарушает установленную наладкой станка закономерность движения режущего инструмента относительно заготовки. Чтобы получить необходимый размер детали по диаметру, необходимо к расчетной глубине резания прибавить величину отжатия под действием силы Py ,т.е.:
иначе диаметр детали будет больше расчетного на величину 2y.
Для определения расчетной величины упругой деформации - y- величину радиальной составляющей Py определяют по формуле:
 , Н
, Н
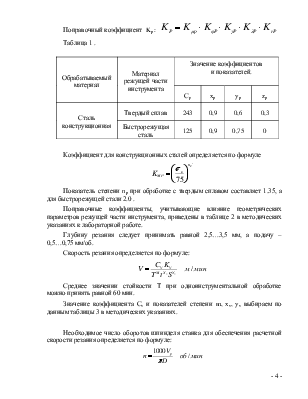
Значение коэффициента Ср и показателей степени xp , yp, zp определяются по данным таблицы 1.
Поправочный коэффициент
Kp : 
Таблица 1 .
|
Обрабатываемый материал |
Материал режущей части инструмента |
Значение коэффициентов |
|||
|
Ср |
xp |
yp |
zp |
||
|
Сталь конструкционная |
Твердый сплав |
243 |
0,9 |
0,6 |
0,3 |
|
Быстрорежущая сталь |
125 |
0,9 |
0,75 |
0 |
|
Коэффициент для конструкционных сталей определяется по формуле
Показатель степени np при обработке с твердым сплавом составляет 1.35, а для быстрорежущей стали 2.0 .
Поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента, приведены в таблице 2 в методических указаниях к лабораторной работе.
Глубину резания следует принимать равной 2,5…3,5 мм, а подачу – 0,5…0,75 мм/об.
Скорость резания определяется по формуле:
Среднее значении стойкости Т при одноинструментальной обработке можно принять равной 60 мин.
Значение коэффициента Сv и показателей степени m, xv, yv выбираем по данным таблицы 3 в методических указаниях.
Необходимое число оборотов шпинделя станка для обеспечения расчетной скорости резания определяется по формуле:
где d - диаметр заготовки , мм.
Полученное расчетное число оборотов корректируется в соответствии с паспортными данными принятого станка.
По выбранному числу оборотов шпинделя определяется действительная скорость резания по формуле:
3 Оборудование, приспособления и инструмент
3.1 Токарный станок;
3.2 Трехкулачковый патрон, центры;
3.3 Проходной резец;
3.4 Микрометр, штангенциркуль, линейка.
4 Содержание и порядок выполнения работу
4.1. Установись заготовку на станок. Длина выступающей части заготовки должна быть больше диаметра прутка в 6... 8 раз
4.2. Установить резец.
4.3. Установить (рассчитать) составляющие режима резания.
4.4. Произвести обточку заготовки.
4.5. Измерить после обточки диаметры деталей в двух сечениях 1-1 и 2-2.
4.6. Рассчитать упругую деформацию заготовки в сечении 1-1.
4.7. Сравнить результаты фактической и расчетной деформаций.
5 Отчет по проведенной лабораторной работе
5.1. Определить режим резания.
Для заданной заготовки
d = мм
l1 = мм
s = МПа
Подача S = мм/об
Глубина резания

Материал режущей части резца - твердый сплав, быстрорежущая сталь
5.2 Рассчитать радиальную составляющую силы резания
Расчетная схема закрепления заготовки
Определяем коэффициенты:
Сv =
m =
xv =
yv =
Т = 60 мин
Тогда скорость резания

Число оборотов шпинделя:

Действительная скорость резания

Поправочный коэффициент будет
 =
=
Ср =
xp =
yp =
zp =
Составляющая силы резания
 = 9.8 ×
= 9.8 ×
5.3 Определить расчетное значение деформации
В зависимости от способа закрепления заготовки определяем деформацию по приведенным выше формулам:
5.4 Сравнить расчетное значение деформации с фактическим.
5.5 На основании полученных данных сделать выводы о техническом состоянии станка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.