

3 Описание технологической схемы и оборудования
производства газированной воды
3.1 Описание технологической схемы
Для фасования пива, газированных безалкогольных напитков и минеральных вод используют различное по производительности и составу технологическое оборудование. Вследствие содержания в этих напитках растворенного диоксида углерода, пищевых кислот (лимонной, молочной, ортофосфорной, аскорбиновой и уксусной), сложного ионно-солевого состава природных минеральных вод предъявляют строгие требования к качеству материалов для изготовления деталей машин, соприкасающихся с продуктом, и к выполнению технологических условий процесса налива продукта в тару (температура, давление, содержание диоксида углерода, ламинарность потоков жидкости и др.).
Все газированные напитки фасуют в бутылки в изобарических условиях во избежание минимальной потери диоксида углерода.
На предприятиях по производству газированных напитков применяют автоматизированные линии фасования производительностью от 1500 до 24 000 бутылок в час (1500, 3000, 6000, 12 000, 24 000 бутылок в час).
Рассмотрим нашу линию по производству воды.
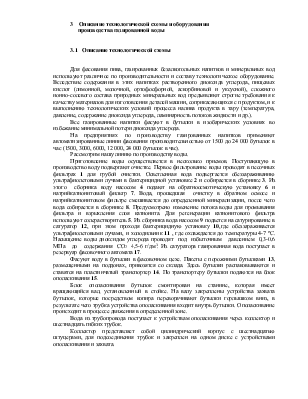
Приготовление воды осуществляется в несколько приемов. Поступающую в производство воду подвергают очистке. Первое фильтрование воды проводят в песочных фильтрах 1 для грубой очистки. Осветленная вода подвергается обеззараживанию ультрафиолетовыми лучами в бактерицидной установке 2 и собирается в сборнике 3. Из этого сборника воду насосом 4 подают на обратноосмотическую установку 6 и натрийкатионитовый фильтр 7. Вода, прошедшая очистку в обратном осмосе и натрийкатионитовом фильтре смешивается до определенной минерализации, после чего вода собирается в сборнике 8. Предусмотрено изменение потока воды для промывания фильтра и взрыхления слоя катионита. Для регенерации катионитового фильтра используют солерастворитель 5. Из сборника вода насосом 9 подается на сатурирование в сатуратор 12, при этом проходя бактерицидную установку 10,где обеззараживается ультрафиолетовыми лучами, и холодильник 11 , где охлаждается до температуры 4-7 ºС. Насыщение воды диоксидом углерода проводят под избыточным давлением 0,3-0,6 МПа до содержания СО2 4,5-6 г/дм3. Из сатуратора газированная вода поступает в резервуар фасовочного автомата 17.
Фасуют воду в бутылки в фасовочном цехе. Пакеты с порожними бутылками 13, размещенными на поддонах, привозятся со склада. Здесь бутылки распаковываются и ставятся на пластинчатый транспортер 14. По транспортеру бутылки подаются на блок ополаскивания 15.
Блок ополаскивания бутылок смонтирован на станине, которая имеет вращающийся вал, установленный в стойке. На валу закреплены устройства захвата бутылок, которые посредством копира переворачивают бутылки горлышком вниз, в результате чего трубка устройства ополаскивания входит внутрь бутылки. Ополаскивание происходит в процессе движения в определенной зоне.
Вода из трубопровода поступает к устройствам ополаскивания через коллектор и шестнадцать гибких трубок.
Коллектор представляет собой цилиндрический корпус с шестнадцатью штуцерами, для подсоединения трубок и закреплен на одном диске с устройствами ополаскивания и захвата.
Бутылки, вымытые в бутылкомоечной машине 15, просматриваются на инспекционной машине 16 для обнаружения стекла, посторонних частиц, не отмытых загрязнений, и подаются в блок фасовочный 17.
Блок фасовочный состоит из карусели фасования, размещенной на станине, на верхней плите которой смонтирована турникетная группа. Внутри каркаса установлены привод, зубчатые колеса, блок подготовки воздуха.
Карусель фасовочная имеет основным несущим элементом стойку, внутри которой проходит воздушная магистраль подачи сжатого воздуха в подъемные цилиндры, которые, для обеспечения фасования продукта, поднимают бутылки и прижимают их к фасовочным патронам установленным на баке. Опускание цилиндров – принудительное за счет обката роликов по копиру.
Бак является замкнутым сосудом, работающим под давлением, и имеет подводы напитка и углекислоты.
Патроны фасовочные предназначены для фасования продукта в бутылки и установлены на баке на одной оси с цилиндрами воздушных столиков.
Далее заполненные бутылки укупориваются на укупорочной машине 18. Блок укупорочный состоит из карусели верхней установленной на стакане, закрепленном на неподвижной стойке нижней карусели. По периметру фланца карусели расположены 6 втулок–шестерен, в которых вертикально перемещаются и вращаются патроны укупорочные.
Над верхней каруселью расположен неподвижный копир, обеспечивающий перемещение укупорочных патронов при вращении карусели.
На нижней карусели закреплены загрузочная и выгрузочная звездочки. На каркасе транспортера установлен делитель бутылок, делящий поток бутылок и подающий их на блок загрузочной звездочки.
Над загрузочной звездочкой смонтирован механизм накладки пробок, в который, по питателю, пробки попадают из бункера ориентирующего устройства.
Далее бутылки просматриваются для обнаружения посторонних включений, недолива и т.п. на полуавтомате 19. Укупоренные бутылки подвергают визуальному осмотру перед световым экраном. При этом контролируют герметичность укупорки, прозрачность, наличие посторонних включений, трещин в бутылках. Для удобства визуального контроля бутылки переворачивают вверх дном – браковщица видит, как тяжелые включения опускаются вниз, а легкие поднимаются вверх.
Забракованные бутылки вынимают, а забракованную продукцию выливают. Бутылки после слива забракованной продукции возвращают для повторной мойки в бутылкомоечную машину.
Переворачивание бутылок вверх дном выполняет бракеражный полуавтомат.
Укупоренные и проинспектированные бутылки поступают по конвейеру к этикетировочному автомату 20 для наклейки этикеток. Затем бутылки поступают на накопительный стол 21, где упаковываются в ящики и отправляются на склад.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.