Лекция 11. Общее устройство расточных станков, выполняемые работы.
Станки для обработки отверстий: сверлильные станки; основные узлы и механизмы металлорежущих станков;
Расточные станки относятся ко второй группе (расточных) МС и предназначены для обработки корпусных деталей. На них можно фрезеровать, растачивать, сверлить, зенкеровать, нарезать резьбу метчиками и выполнять другие сверлильные операции.
Типы расточных станков:
а) горизонтально–расточные 26204
б) координатно-расточные 2А4504
в) алмазно-расточные 2715 (отделочные, режущий инструмент- искусственный алмаз типа эльбор, гексанит и другие сверхтвердые материалы).
Преимущества станков:
1) удобства установки, закрепления и обзор заготовки;
2) возможность обработки заготовок с 4-х сторон без переустановки заготовки (как на фрезерных), а путем поворота стола на 3600. Стол фиксируется в любом положении от 0 до 3600.
3) Упрощена автоматизированная смена инструмента и стола – спутника с деталью и заготовкой; (для станков с ЧПУ).
Недостатки:
- ограничение режимов резания: и зависимость от вылета шпинделя и инструмента (особенно, при вылете, превышающем 4…5D шпинделя).
|
шпинделя |
80 |
90 |
110 |
125 |
160 |
200 |
|
Ширина стола |
1000 |
1000 |
1150 |
1600 |
2000 |
2500 |
|
Длина стола |
1120 |
1120 |
1250 |
1800 |
2000 |
2800 |
Компоновка.
Основное различие станков заключается в способе перемещения инструмента вдоль оси Z – за счет перемещения главного шпинделя 1, дополнительное осевое перемещение соединяет стойка 3 или стол 2. это позволяет не допустить снижения жесткости инструмента и шпинделя при увеличении вылета его >4D.
Та компоновка, которая предусматривается перемещением стойки со шпиндельной бабкой позволяют обрабатывать заготовку на постоянном вылете шпинделя, что повлияет на точность формы обрабатываемой поверхности вдоль её оси (продольной).
Горизонтально-расточные станки.
Их отличительной особенностью является наличие горизонтального шпинделя, совершающего движения резания (вращательное) и осевой подачи – поступательное. Диаметры выдвижных шпинделей горизонтально-расточных станков от 80 до 320 мм у различных моделей. Станки являются широкоуниверсальными, точность формы расточенных отверстий от 2 до 15 мкм.
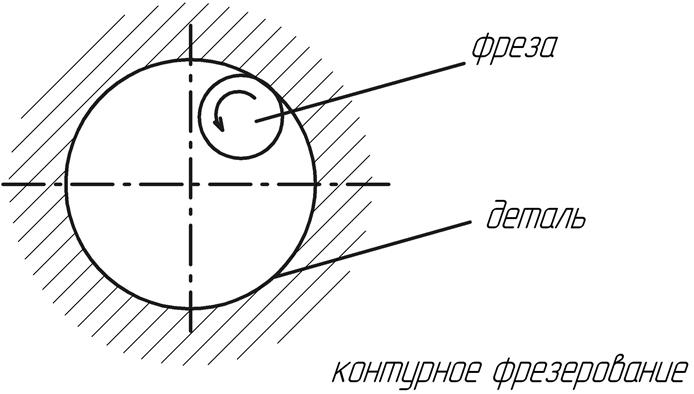
Отклонение от круглости при профильном фрезеровании (цилиндра) с использованием системы с ЧПУ – 30 мкм.
Величина рабочих подач до 12000 мм/мин.
Величина ускоренных подач до 15000 мм/мин.
Точность линейного позиционирования 15…30 мкм на длине 1 м. Повторяемость – 10 мкм, точность позиционирования поворотного стола около 5’’.
|
Корпус шпинделя 7:24 |
40,50 |
40,50 |
50,55 |
50,55 |
60 |
60 |
|
Наибольшее продольное перемещения шпинделя |
630 |
630 |
1250 |
1000 |
1000 |
1250 |
|
Вертикальное перемещения шпиндельной бабки |
1000(760) |
1250 |
1600 |
1600 |
2500 |
|
|
(1400) |
||||||
Принцип работы горизонтально-расточного станка мод. 262Г
Обрабатываемая деталь типа корпуса закрепляется на столе в спецприспособлении или универсальном – планками и болтами к Т – образным пазам стола.
Режущие инструменты устанавливаются в шпинделе или в радиальном суппорте планшайбы.
При этом возможны : -
растачивания коротких отверстий шпинделем с помощью закрепленных в нем
консольных оправок  .
.
- растачивания соосных и глубоких отверстий с  с
помощью борштанг, поддерживаемых люнетом задней дополнительной стойки. Подача,
как правило, осуществляется столом. В продольном направлении (можно и шпинделем
если l<630).
с
помощью борштанг, поддерживаемых люнетом задней дополнительной стойки. Подача,
как правило, осуществляется столом. В продольном направлении (можно и шпинделем
если l<630).
В случае нарезание резьбы шпинделю сообщается за 1 оборот осевое перемещение равное шагу резьбы.
При фрезеровании движение подачи сообщается столу в поперечном направлении или шпиндельной бабкой – в вертикальном направлении.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.